Membrane Distillation of Meat Industry Effluent with Hydrophilic Polyurethane Coated Polytetrafluoroethylene Membranes


Abstract
:1. Introduction
2. Materials and Methods
2.1. Stick Water Samples
2.2. Membrane Testing
2.3. Sample Quality Analysis
2.4. Membrane Characterisation
2.4.1. FTIR Analysis
2.4.2. SEM Imaging
3. Results and Discussion
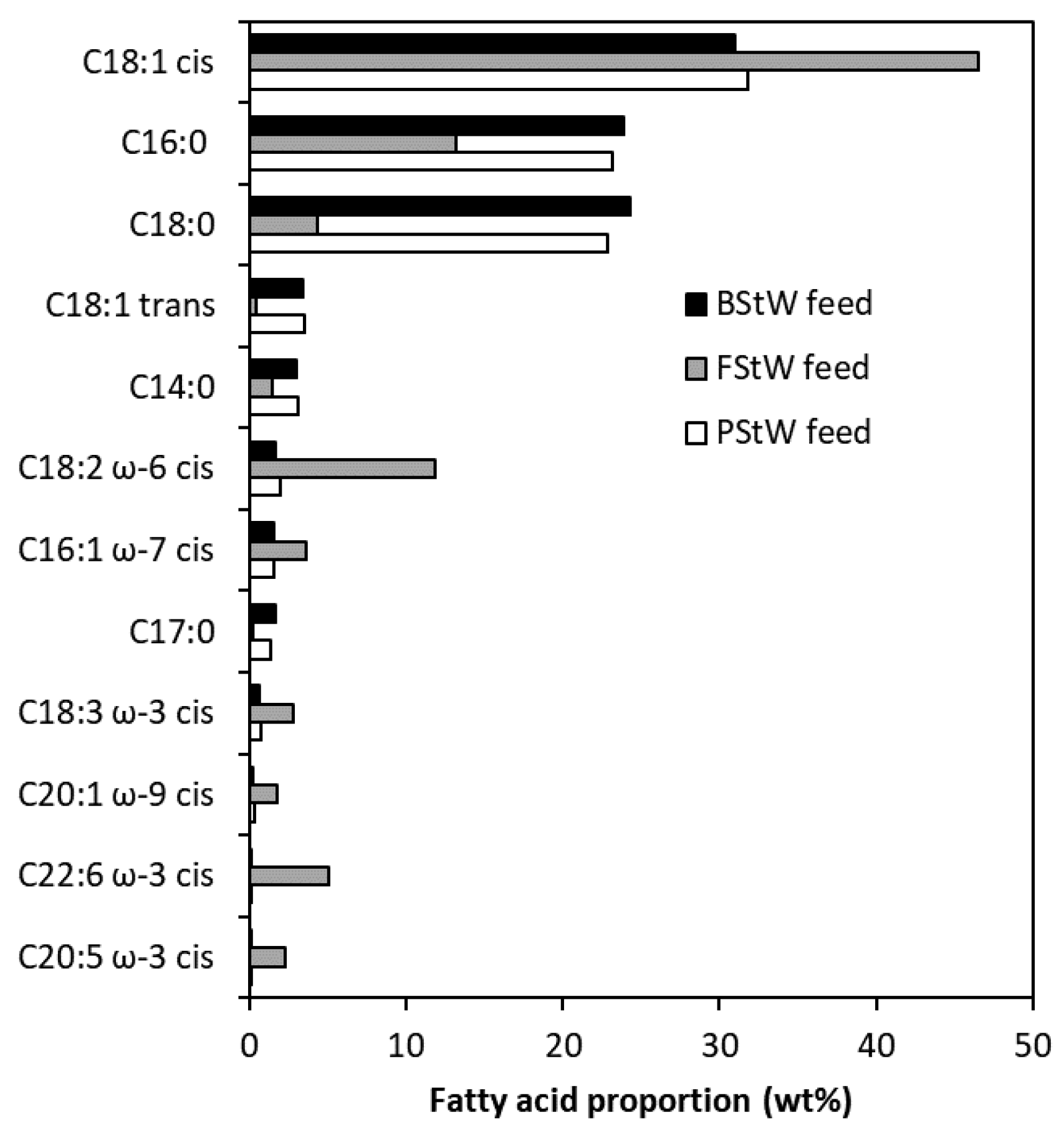
3.1. MD Feed Sample Properties
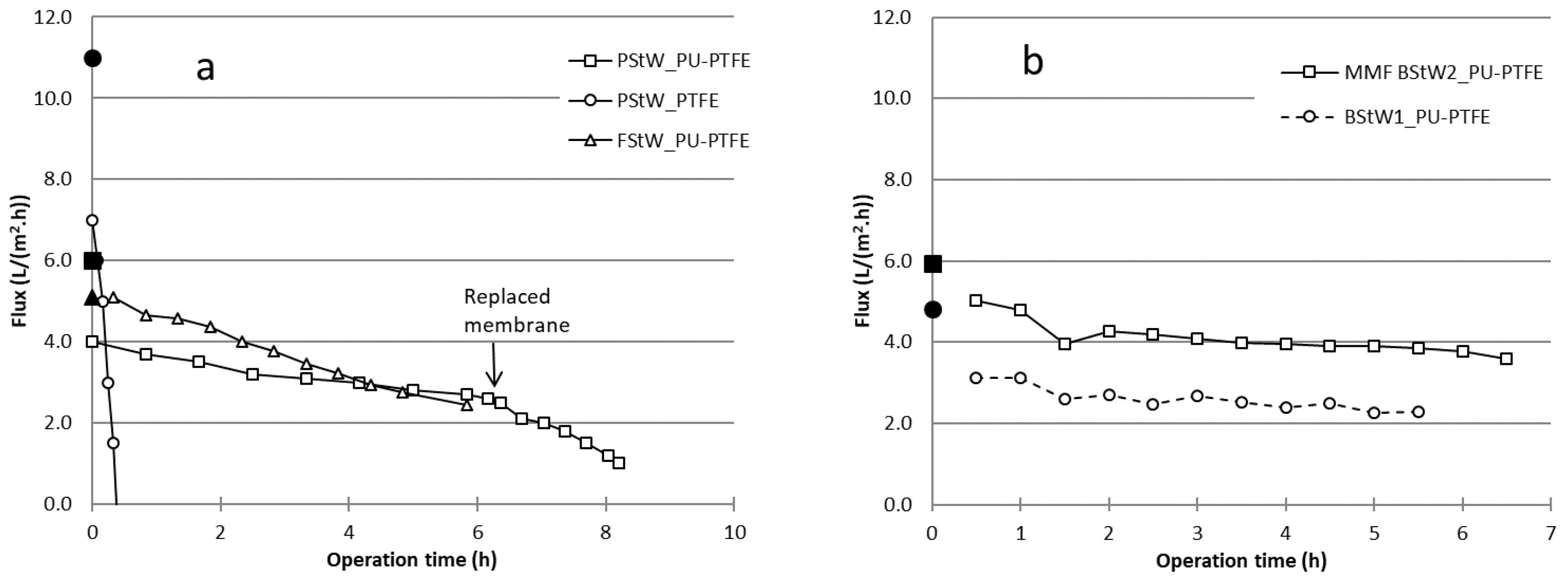
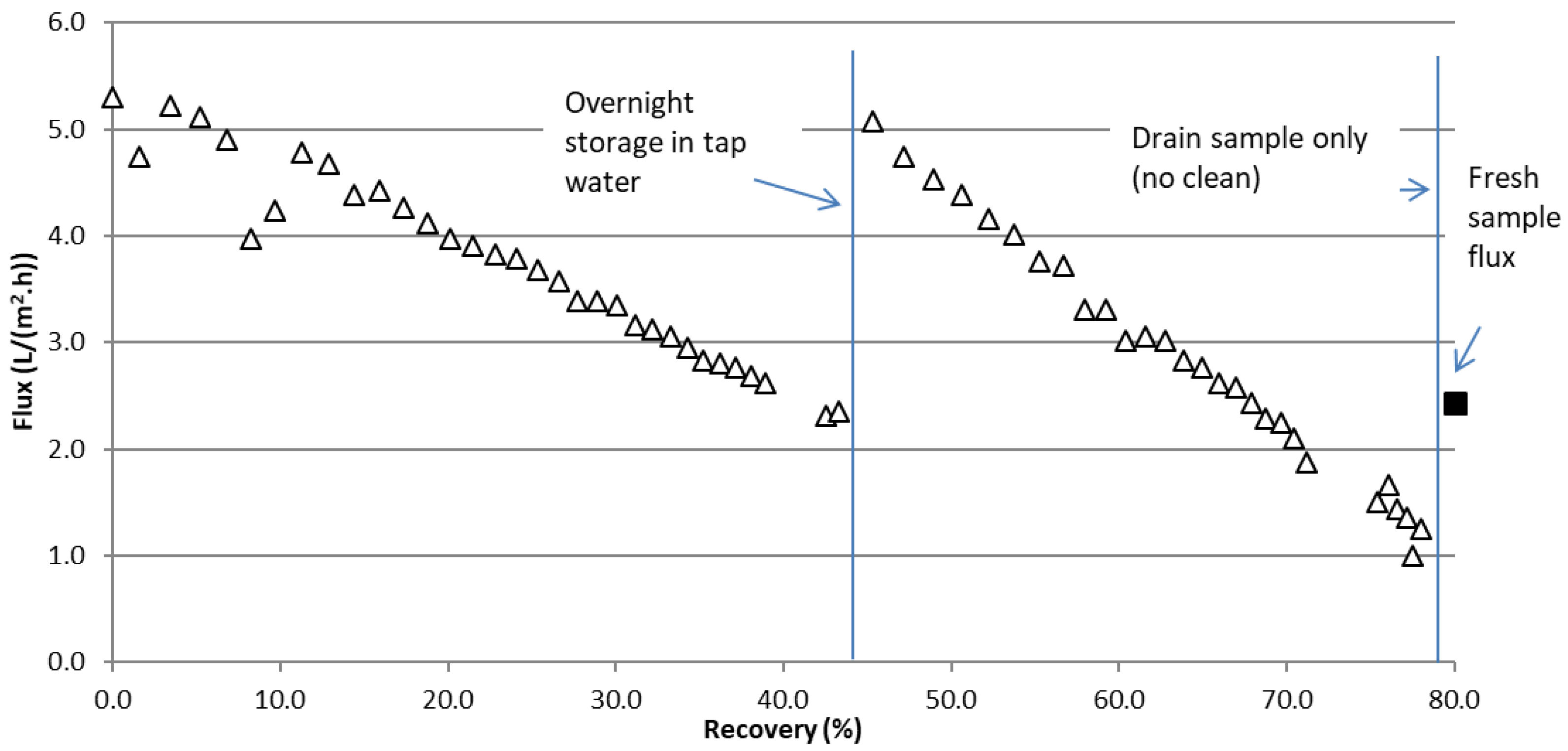
3.2. MD Flux Performance
3.3. MD Separation Performance
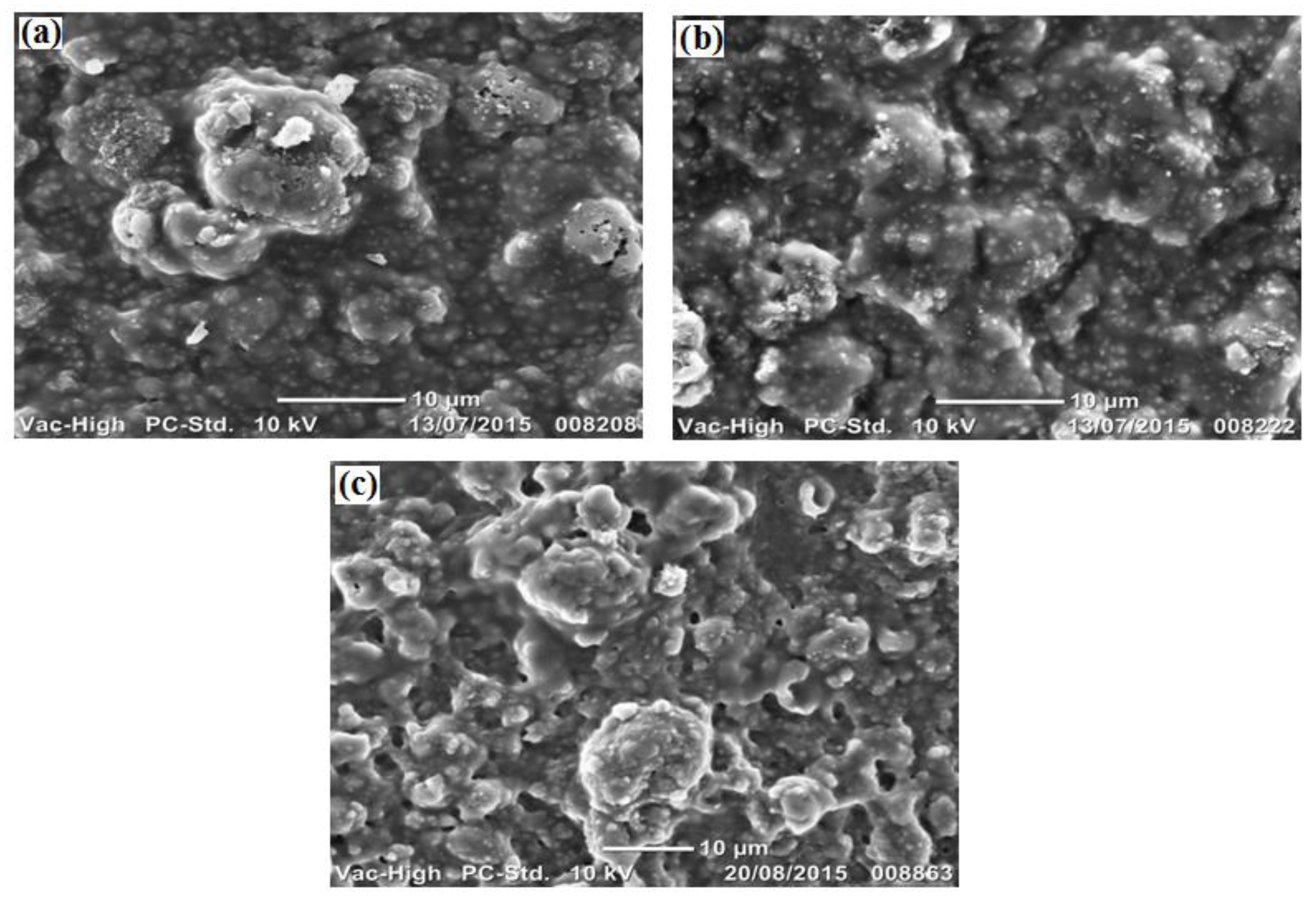
3.4. Membrane Characterisation and Fouling Analysis
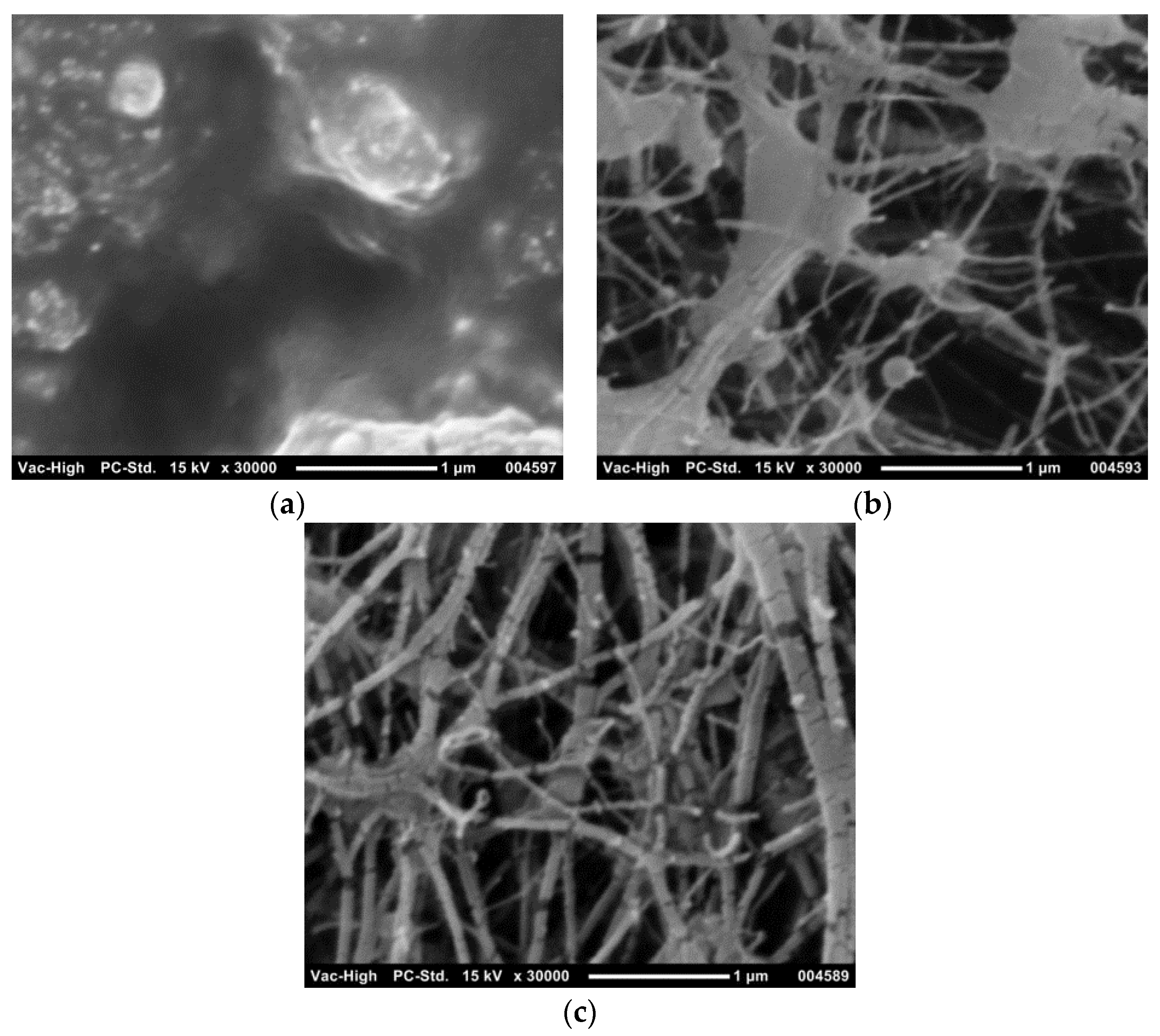
3.4.1. SEM Imaging of Membranes Prior to Fouling
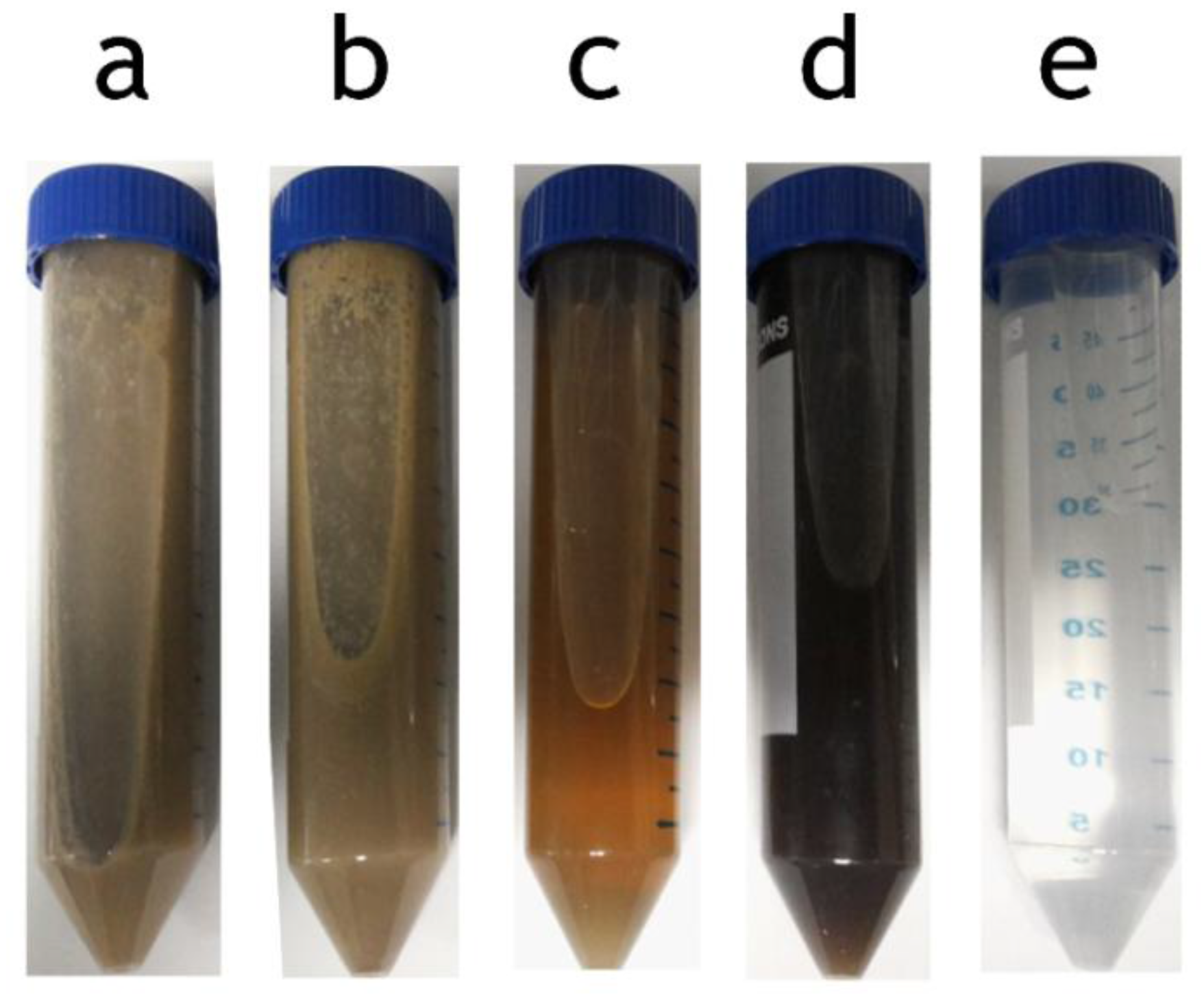
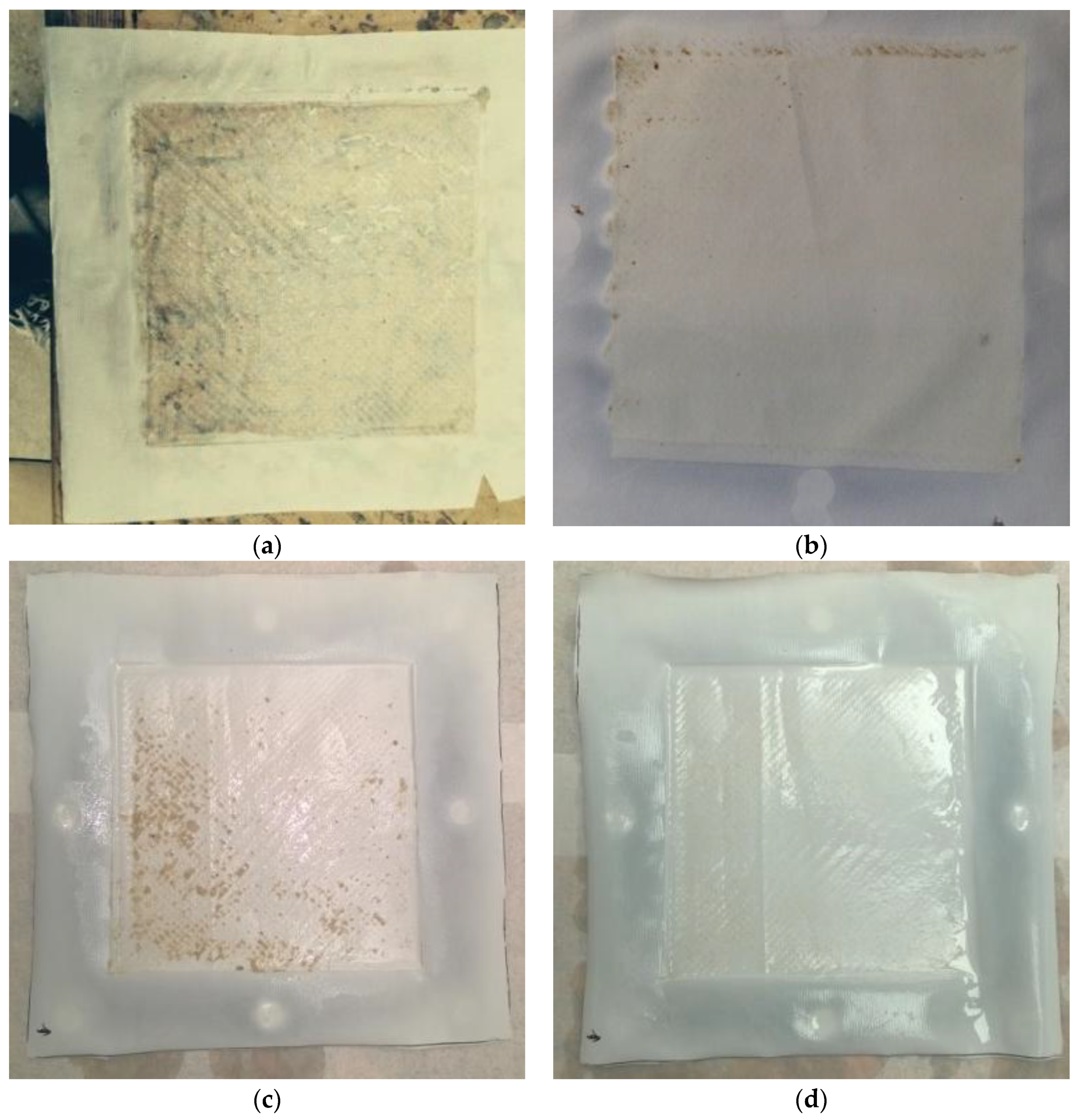
3.4.2. Visual Observation of Fouling
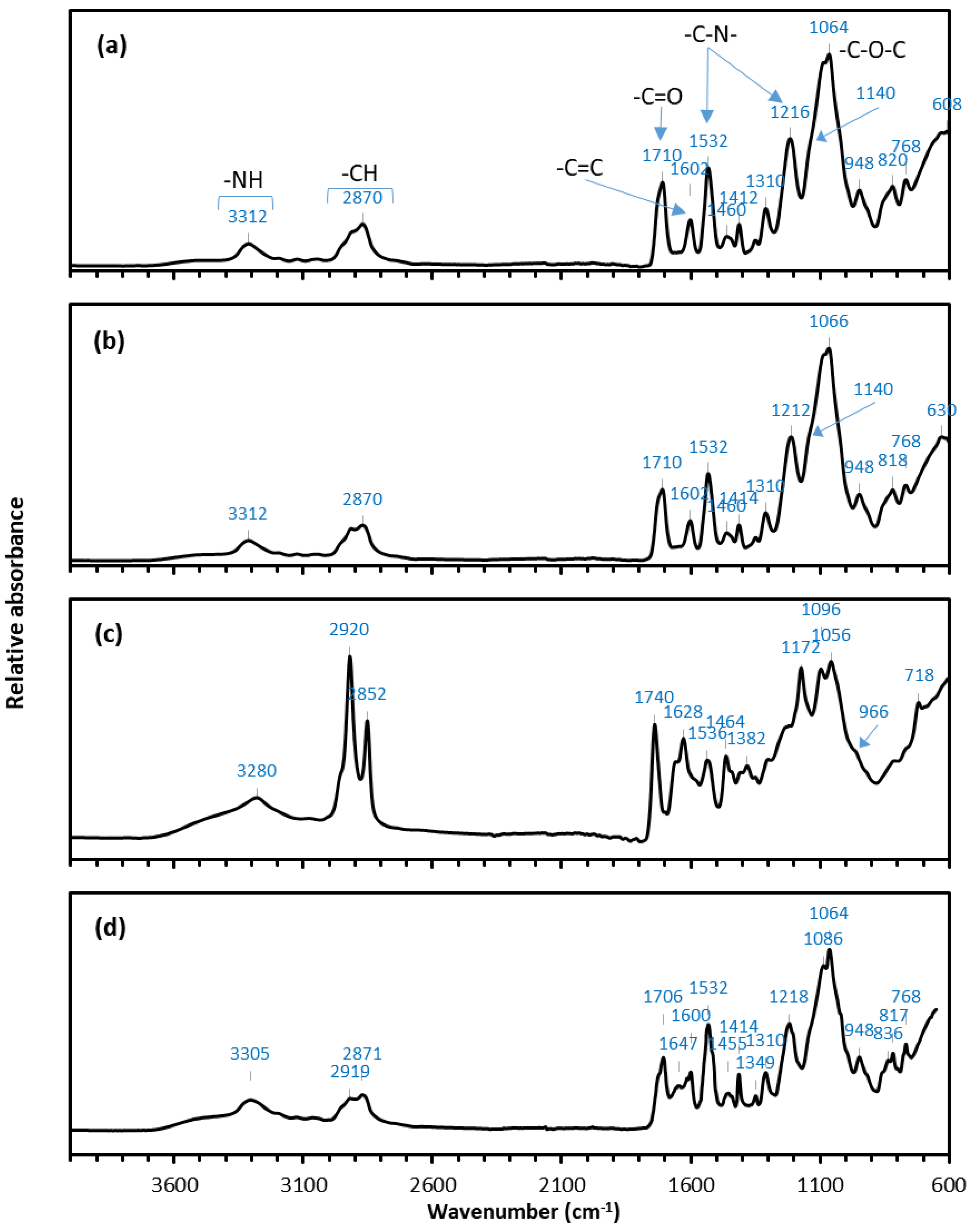
3.4.3. FTIR Analysis
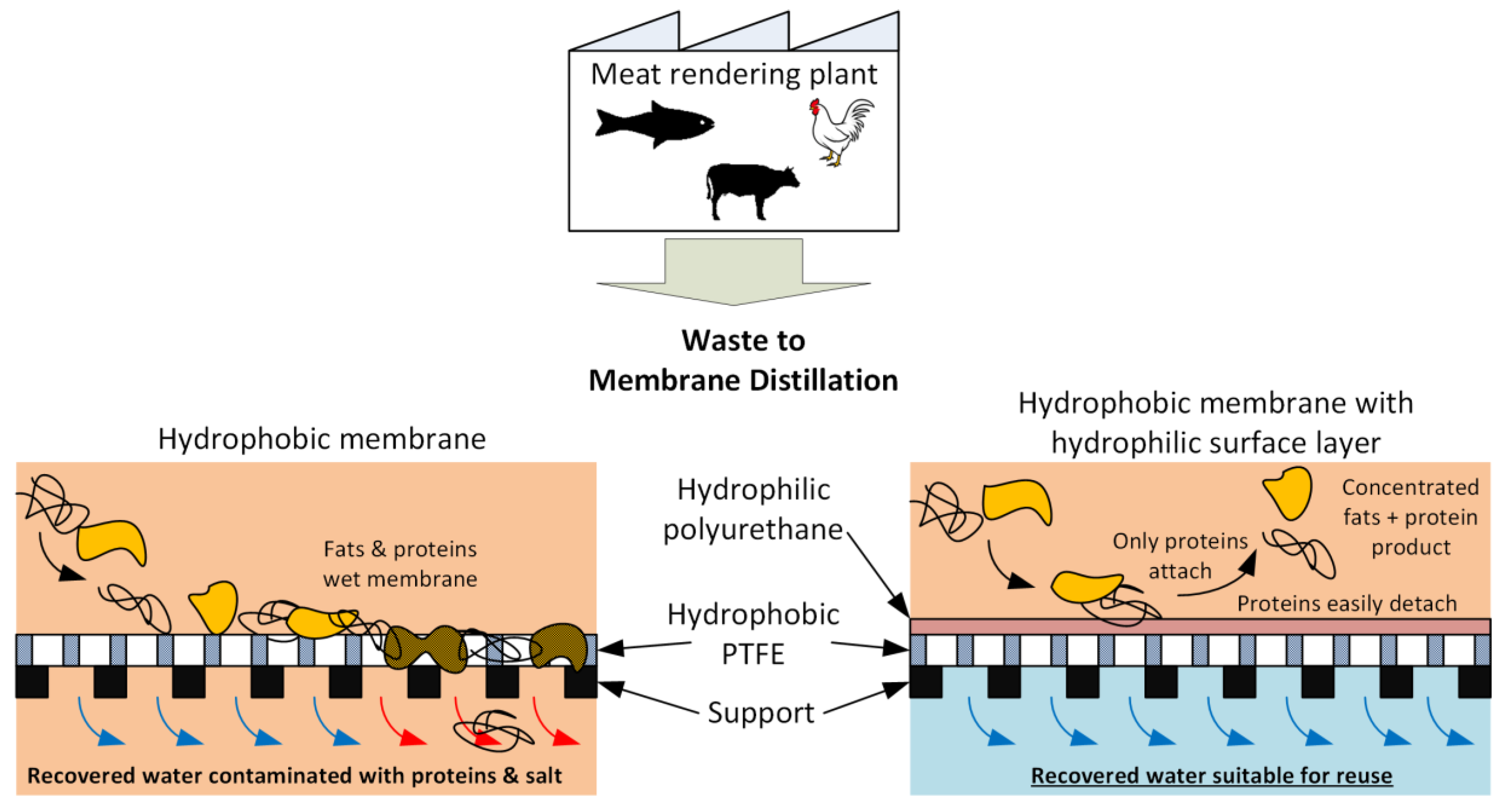
3.5. Concept of MD Membrane Fouling and Its Resistance by PU-PTFE
4. Conclusions
Supplementary Materials
Acknowledgement
Author Contributions
Conflicts of Interest
References
- Jensen, P.; Batstone, D.J. NGERS and Wastewater Management—Mapping Waste Streams and Quantifying the Impacts—Final Report; Meat and Livestock Australia: Sydney, Australia, 2013. [Google Scholar]
- Xiao, T.; Wang, P.; Yang, X.; Cai, X.; Lu, J. Fabrication and characterization of novel asymmetric polyvinylidene fluoride (PVDF) membranes by the nonsolvent thermally induced phase separation (NTIPS) method for membrane distillation applications. J. Membr. Sci. 2015, 489, 160–174. [Google Scholar] [CrossRef]
- Khayet, M. Membranes and theoretical modeling of membrane distillation: A review. Adv. Coll. Interface Sci. 2011, 164, 56–88. [Google Scholar] [CrossRef] [PubMed]
- Guan, G.; Wang, R.; Wicaksana, F.; Yang, X.; Fane, A.G. Analysis of Membrane Distillation Crystallization System for High Salinity Brine Treatment with Zero Discharge Using Aspen Flowsheet Simulation. Ind. Eng. Chem. Res. 2012, 51, 13405–13413. [Google Scholar] [CrossRef]
- Camacho, L.; Dumée, L.; Zhang, J.; Li, J.-D.; Duke, M.; Gomez, J.; Gray, S. Advances in Membrane Distillation for Water Desalination and Purification Applications. Water 2013, 5, 94–196. [Google Scholar] [CrossRef]
- Zhang, J.; Song, Z.; Li, B.; Wang, Q.; Wang, S. Fabrication and characterization of superhydrophobic poly (vinylidene fluoride) membrane for direct contact membrane distillation. Desalination 2013, 324, 1–9. [Google Scholar] [CrossRef]
- Yang, X.; Fane, A.G.; Wang, R. Membrane Distillation: Now and Future. In Desalination; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014; pp. 373–424. [Google Scholar]
- Bonyadi, S.; Chung, T.-S. Highly porous and macrovoid-free PVDF hollow fiber membranes for membrane distillation by a solvent-dope solution co-extrusion approach. J. Membr. Sci. 2009, 331, 66–74. [Google Scholar] [CrossRef]
- Wang, P.; Teoh, M.M.; Chung, T.-S. Morphological architecture of dual-layer hollow fiber for membrane distillation with higher desalination performance. Water Res. 2011, 45, 5489–5500. [Google Scholar] [CrossRef] [PubMed]
- Dow, N.; Gray, S.; Li, J.-D.; Zhang, J.; Ostarcevic, E.; Liubinas, A.; Atherton, P.; Roeszler, G.; Gibbs, A.; Duke, M. Pilot trial of membrane distillation driven by low grade waste heat: Membrane fouling and energy assessment. Desalination 2016, 391, 30–42. [Google Scholar] [CrossRef]
- Dow, N.; Garcia, J.V.; Niadoo, L.; Milne, N.; Zhang, J.; Gray, S.; Duke, M. Demonstration of membrane distillation on textile waste water: Assessment of long term performance, membrane cleaning and waste heat integration. Environ. Sci. Water Res. Technol. 2017, 3, 433–449. [Google Scholar] [CrossRef]
- El-Abbassi, A.; Hafidi, A.; Khayet, M.; García-Payo, M.C. Integrated direct contact membrane distillation for olive mill wastewater treatment. Desalination 2013, 323, 31–38. [Google Scholar] [CrossRef]
- Tomaszewska, M. Industrial wastewater treatment by means of membrane techniques. Pol. J. Chem. Technol. 2007, 9, 138–142. [Google Scholar] [CrossRef]
- Hausmann, A.; Sanciolo, P.; Vasiljevic, T.; Kulozik, U.; Duke, M. Performance assessment of membrane distillation for skim milk and whey processing. J. Dairy Sci. 2014, 97, 56–71. [Google Scholar] [CrossRef] [PubMed]
- Tijing, L.D.; Woo, Y.C.; Choi, J.-S.; Lee, S.; Kim, S.-H.; Shon, H.K. Fouling and its control in membrane distillation—A review. J. Membr. Sci. 2015, 475, 215–244. [Google Scholar] [CrossRef]
- Warsinger, D.M.; Swaminathan, J.; Guillen-Burrieza, E.; Arafat, H.A.; Lienhard, J.H. Scaling and fouling in membrane distillation for desalination applications: A review. Desalination 2015, 356, 294–313. [Google Scholar] [CrossRef]
- Lin, A.; Shao, S.; Li, H.; Yang, D.; Kong, Y. Preparation and characterization of a new negatively charged polytetrafluoroethylene membrane for treating oilfield wastewater. J. Membr. Sci. 2011, 371, 286–292. [Google Scholar] [CrossRef]
- Chen, Z.; Rana, D.; Matsuura, T.; Yang, Y.; Lan, C.Q. Study on the structure and vacuum membrane distillation performance of PVDF composite membranes: I. Influence of blending. Sep. Purif. Technol. 2014, 133, 303–312. [Google Scholar] [CrossRef]
- Hausmann, A.; Sanciolo, P.; Vasiljevic, T.; Ponnampalam, E.; Quispe-Chavez, N.; Weeks, M.; Duke, M. Direct Contact Membrane Distillation of Dairy Process Streams. Membranes 2011, 1, 48–58. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Singh, D.; Prakash, P.; Sirkar, K.K. Deoiled Produced Water Treatment Using Direct-Contact Membrane Distillation. Ind. Eng. Chem. Res. 2013, 52, 13439–13448. [Google Scholar] [CrossRef]
- Peng, P.; Fane, A.G.; Li, X. Desalination by membrane distillation adopting a hydrophilic membrane. Desalination 2005, 173, 45–54. [Google Scholar] [CrossRef]
- Zuo, G.; Wang, R. Novel membrane surface modification to enhance anti-oil fouling property for membrane distillation application. J. Membr. Sci. 2013, 447, 26–35. [Google Scholar] [CrossRef]
- Lin, S.; Nejati, S.; Boo, C.; Hu, Y.; Osuji, C.O.; Elimelech, M. Omniphobic Membrane for Robust Membrane Distillation. Environ. Sci. Technol. Lett. 2014, 1, 443–447. [Google Scholar] [CrossRef]
- Wang, Z.; Lin, S. The impact of low-surface-energy functional groups on oil fouling resistance in membrane distillation. J. Membr. Sci. 2017, 527, 68–77. [Google Scholar] [CrossRef]
- Wang, Z.; Hou, D.; Lin, S. Composite Membrane with Underwater-Oleophobic Surface for Anti-Oil-Fouling Membrane Distillation. Environ. Sci. Technol. 2016, 50, 3866–3874. [Google Scholar] [CrossRef] [PubMed]
- Holmes, D.A. Chapter 12—Waterproof beathable fabrics. In Handbook of Technical Textiles, 1st ed.; Horrocks, A.R., Anand, S.C., Eds.; Woodhead Publising Ltd.: Bolton, UK, 2000. [Google Scholar]
- Lomax, G.R. Hydrophilic Polyurethane Coatings. J. Coat. Fabr. 1990, 20, 88–107. [Google Scholar] [CrossRef]
- Husson, S.M.; Wandera, D.; Zhou, J. Ultrafiltration to treat rendering facility wastewaters. In Proceedings of the 13th Australian Rendering Association International Symposium, Brisbane, Australia, 27 November 2014. [Google Scholar]
- Allie, Z.; Jacobs, E.P.; Maartens, A.; Swart, P. Enzymatic cleaning of ultrafiltration membranes fouled by abattoir effluent. J. Membr. Sci. 2003, 218, 107–116. [Google Scholar] [CrossRef]
- Maartens, A.; Swart, P.; Jacobs, E.P. Characterisation techniques for organic foulants adsorbed onto flat-sheet UF membranes used in abattoir effluent. J. Membr. Sci. 1996, 119, 1–8. [Google Scholar] [CrossRef]
- Maartens, A.; Swart, P.; Jacobs, E.P. An enzymatic approach to the cleaning of ultrafiltration membranes fouled in abattoir effluent. J. Membr. Sci. 1996, 119, 9–16. [Google Scholar] [CrossRef]
- Zhang, J.; Dow, N.; Duke, M.; Ostarcevic, E.; Li, J.-D.; Gray, S. Identification of material and physical features of membrane distillation membranes for high performance desalination. J. Membr. Sci. 2010, 349, 295–303. [Google Scholar] [CrossRef] [Green Version]
- Mulder, J. Basic Principles of Membrane Technology, 2nd ed.; Springer: Rotterdam, The Netherlands, 1996; p. 564. [Google Scholar]
- Akoh, C.C.; Min, D.B. Food Lipids: Chemistry, Nutrition, and Biotechnology, 3rd ed.; Food Science and Technology; CRC Press/Taylor & Francis Group: Boca Raton, FL, USA, 2008. [Google Scholar]
- Almandoz, M.C.; Pagliero, C.L.; Ochoa, N.A.; Marchese, J. Composite ceramic membranes from natural aluminosilicates for microfiltration applications. Ceram. Int. 2015, 41, 5621–5633. [Google Scholar] [CrossRef]
- Kezia, K.; Lee, J.; Weeks, M.; Kentish, S. Direct contact membrane distillation for the concentration of saline dairy effluent. Water Res. 2015, 81, 167–177. [Google Scholar] [CrossRef] [PubMed]
- Lu, K.-J.; Zuo, J.; Chung, T.-S. Tri-bore PVDF hollow fibers with a super-hydrophobic coating for membrane distillation. J. Membr. Sci. 2016, 514, 165–175. [Google Scholar] [CrossRef]
- Hausmann, A.; Sanciolo, P.; Vasiljevic, T.; Weeks, M.; Schroën, K.; Gray, S.; Duke, M. Fouling mechanisms of dairy streams during membrane distillation. J. Membr. Sci. 2013, 441, 102–111. [Google Scholar] [CrossRef]
- Zuo, J.; Chung, T.-S.; O’Brien, G.S.; Kosar, W. Hydrophobic/hydrophilic PVDF/Ultem® dual-layer hollow fiber membranes with enhanced mechanical properties for vacuum membrane distillation. J. Membr. Sci. 2017, 523, 103–110. [Google Scholar] [CrossRef]
- Charpentier, P.A.; Burgess, K.; Wang, L.; Chowdhury, R.R.; Lotus, A.F.; Moula, G. Nano-TiO2/polyurethane composites for antibacterial and self-cleaning coatings. Nanotechnology 2012, 23, 425606. [Google Scholar] [CrossRef] [PubMed]
- Dias, R.C.M.; Góes, A.M.; Serakides, R.; Ayres, E.; Oréfice, R.L. Porous biodegradable polyurethane nanocomposites: Preparation, characterization, and biocompatibility tests. Mater. Res. 2010, 13, 211–218. [Google Scholar] [CrossRef]
- Yemul, O.S.; Petrović, Z.S. Thermoplastic polyurethane elastomers from modified oleic acid. Polym. Int. 2014, 63, 1771–1776. [Google Scholar] [CrossRef]
- Herrera, M.; Matuschek, G.; Kettrup, A. Thermal degradation of thermoplastic polyurethane elastomers (TPU) based on MDI. Polym. Degrad. Stab. 2002, 78, 323–331. [Google Scholar] [CrossRef]
- Rashvand, M.; Ranjbar, Z. Degradation and stabilization of an aromatic polyurethane coating during an artificial aging test via FTIR spectroscopy. Mater. Corros. 2014, 65, 76–81. [Google Scholar] [CrossRef]
- He, J.L.; Li, W.Z.; Wang, L.D.; Wang, J.; Li, H.D. Deposition of PTFE thin films by ion beam sputtering and a study of the ion bombardment effect. Nuclear Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. Atoms 1998, 135, 512–516. [Google Scholar] [CrossRef]
- Bright, A.; Devi, T.S.R.; Gunasekaran, S. Plasma Homocysteine Levels And Efficacy Of Vitamin Supplementation Among Patients With Atherosclerosis—A Spectral And Clinical Follow Up. Int. J. Pharma Bio Sci. 2011, 2, 346–354. [Google Scholar]
- Hausmann, A.; Sanciolo, P.; Vasiljevic, T.; Weeks, M.; Schroën, K.; Gray, S.; Duke, M. Fouling of dairy components on hydrophobic polytetrafluoroethylene (PTFE) membranes for membrane distillation. J. Membr. Sci. 2013, 442, 149–159. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| MD Feed | Total Fat (g/L) | Protein (g/L) | EC (μS/cm) | Mineral from Ash (g/L) | TN (g/L) | TOC or COD (mg/L) * | Sodium (mg/L) |
|---|---|---|---|---|---|---|---|
| PStW | 14 | 39 | 20,000 | – | 7.75 | 42,600 | 4900 |
| FStW | 17 | 74 | 17,000 | 10 | – | 132,000 | 1410 |
| BStW1 | 21 | 37 | 14,270 | 9 | – | – | – |
| BStW2 | 12 | 26 | 13,520 | 7 | – | – | – |
| BStW2 + MMF | 1 | 17 | 10,280 | 5 | – | – | – |
| Fatty Acid | Structure | Measured FAME Content | Reported Presence |
|---|---|---|---|
| Palmitic acid (C16:0) |  | PStW = 23 wt % FStW = 12 wt % BStW2 = 23 wt % | Most of saturated fat in tallow and lard (~24%) |
| Stearic acid (C18:0) |  | PStW = 22 wt % FStW = 5 wt % BStW2 = 23 wt % | Minor component in most oils |
| Oleic acid (C18:1 cis) |  | PStW = 30 wt % FStW = 48 wt % BStW2 = 30 wt % | Most widespread dietary monounsaturated fatty acid |
| Linoleic acid (C18:2 ω-6 cis) |  | PStW = 2 wt % FStW = 11 wt % BStW2 = 2 wt % | Major polyunsaturated fat content in oil |
| Docosahexaenoic acid (C22:6 ω-3 cis) |  | PStW = 0 wt % FStW = 5 wt % BStW2 = 0 wt % | Produced by marine algae and primary component of fish oil (8–20%) |
| Test | Cm (L/(m2·h·bar)) | ||
|---|---|---|---|
| Clean NaCl Solution | Stick Water (t < 0.5 h) | Stick Water (t = 5 h) | |
| PStW_PTFE | 91 | 58 | Wetted |
| PStW_PU-PTFE | 49 | 33 | 23 |
| FStW_PU-PTFE | 39 | 39 | 20 |
| BStW1_PU-PTFE | 37 | 24 | 17 |
| MMF BStW2_PU-PTFE | 45 | 38 | 28 |
| Test | Total Fat (g/L) | Protein (g/L) | EC (μS/cm) | TN (g/L) | TOC (mg/L) | Sodium (mg/L) | |
|---|---|---|---|---|---|---|---|
| MD run PTFE | Perm * | 0.2 | 1 | 3500 | 0.18 | 391 | 32 |
| MD run PU-PTFE | Conc | 36.4 | 147 | 40,000 | 21.7 | 95,200 | 8400 |
| Perm * | 0.2 | 0 | 260 | 0.04 | 145 | 3.2 | |
| ri | 98.6% | >99.9% | 98.7% | 99.5% | 99.7% | 99.3% | |
| Test | Total Fat (g/L) | Protein (g/L) | EC (μS/cm) | Minerals—from Ash (g/L) | COD (mg/L) | Sodium (mg/L) | |
|---|---|---|---|---|---|---|---|
| MD run PU-PTFE | Conc | 52 | 207 | 31,500 | 29 | 410,000 | 3840 |
| Perm * | 2 | <0.1 | 270 | – | 440 | 0.14 | |
| ri | 88.3% | 99.9% | 98.4% | – | 99.7% | 99.99% | |
| Test | Total Fat (g/L) | Protein (g/L) | Minerals—from Ash (g/L) | EC (μS/cm) | |
|---|---|---|---|---|---|
| BStW1 MD | Conc | 38 | 87 | 21 | 25,000 |
| Perm * | 146 | ||||
| ri | 99.9% | ||||
| BStW2 MF + MD | Conc | 2 | 54 | 17 | 20,100 |
| Perm * | 193 | ||||
| ri | 98.1% | ||||
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mostafa, M.G.; Zhu, B.; Cran, M.; Dow, N.; Milne, N.; Desai, D.; Duke, M. Membrane Distillation of Meat Industry Effluent with Hydrophilic Polyurethane Coated Polytetrafluoroethylene Membranes. Membranes 2017, 7, 55. https://doi.org/10.3390/membranes7040055
Mostafa MG, Zhu B, Cran M, Dow N, Milne N, Desai D, Duke M. Membrane Distillation of Meat Industry Effluent with Hydrophilic Polyurethane Coated Polytetrafluoroethylene Membranes. Membranes. 2017; 7(4):55. https://doi.org/10.3390/membranes7040055
Chicago/Turabian StyleMostafa, M. G., Bo Zhu, Marlene Cran, Noel Dow, Nicholas Milne, Dilip Desai, and Mikel Duke. 2017. "Membrane Distillation of Meat Industry Effluent with Hydrophilic Polyurethane Coated Polytetrafluoroethylene Membranes" Membranes 7, no. 4: 55. https://doi.org/10.3390/membranes7040055