Modeling the Effect of Primary and Secondary Twinning on Texture Evolution during Severe Plastic Deformation of a Twinning-Induced Plasticity Steel


 ,
,
Abstract
:
1. Introduction
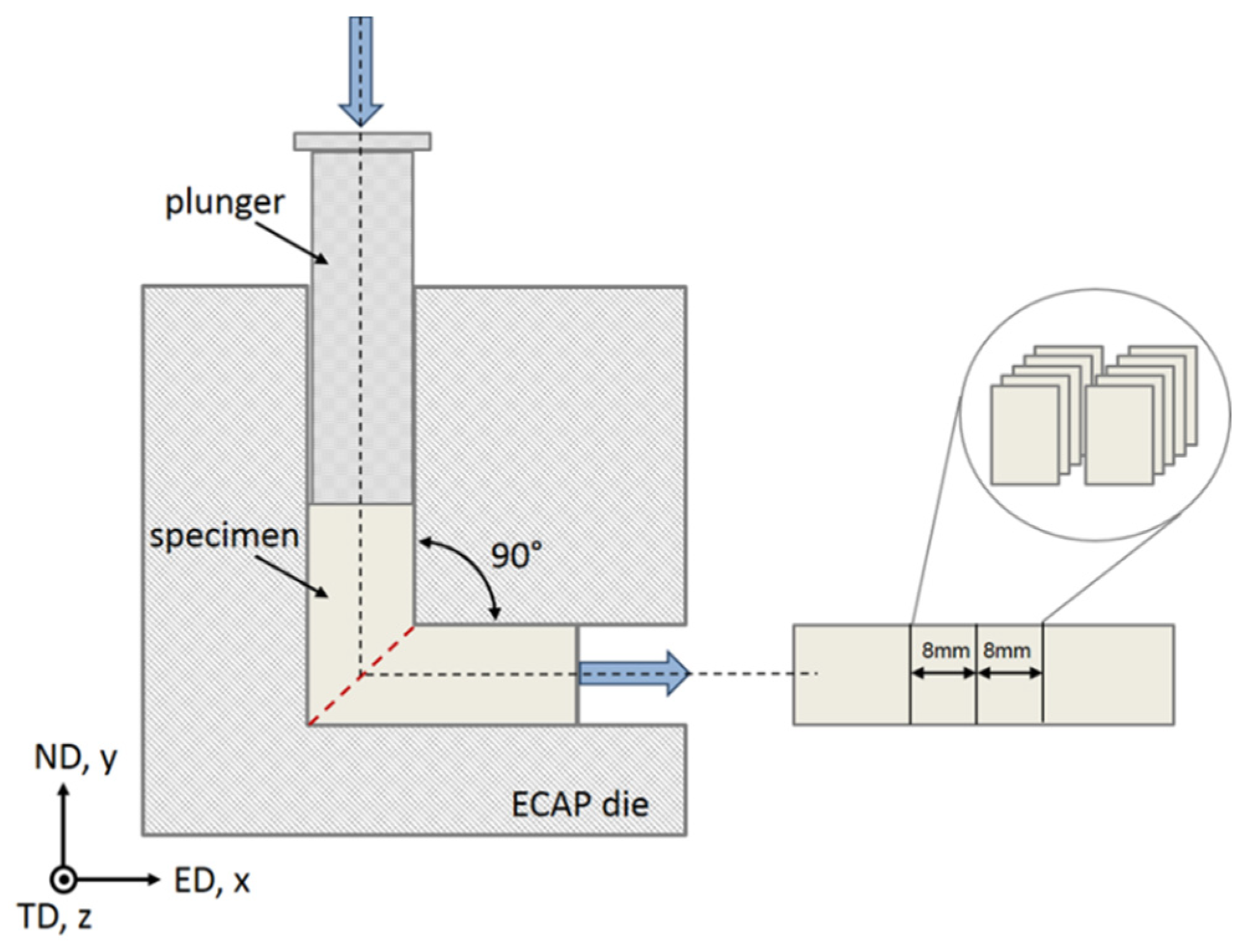
2. Material and Methods
3. Experimental Results
4. Modeling Approach
4.1. The Polycrystal Model
4.2. Twinning Approach
4.3. Strain Hardening Model
4.4. ECAP Texture Modeling Conditions
5. Modeling Results and Discussion
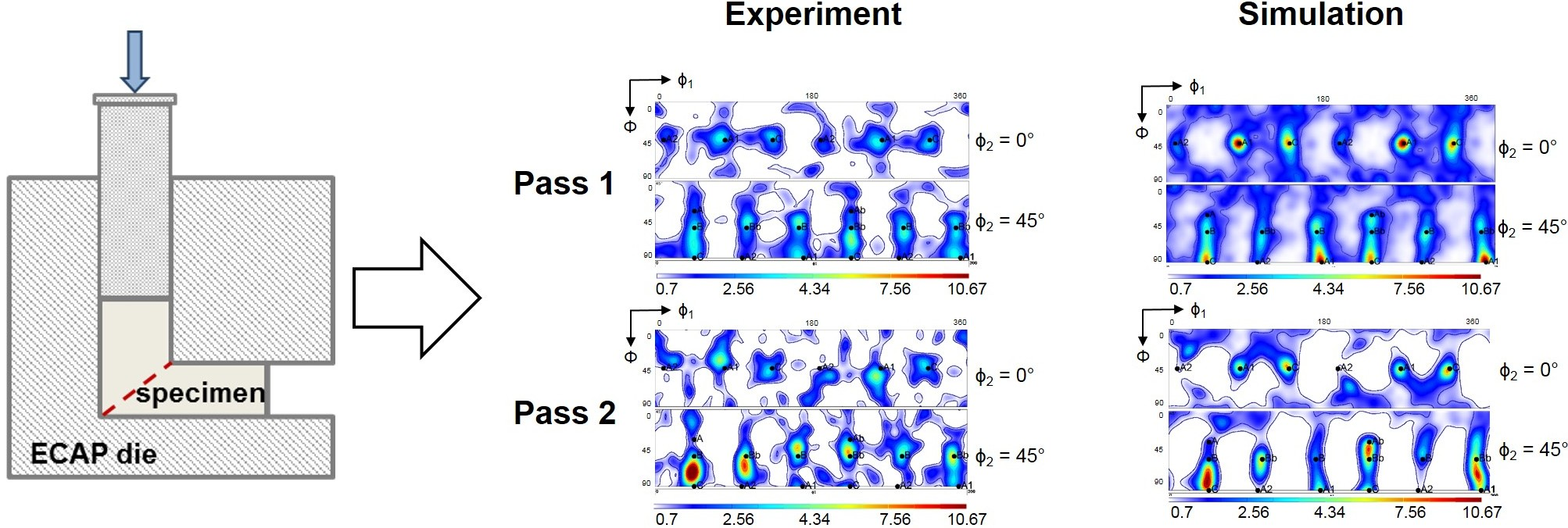
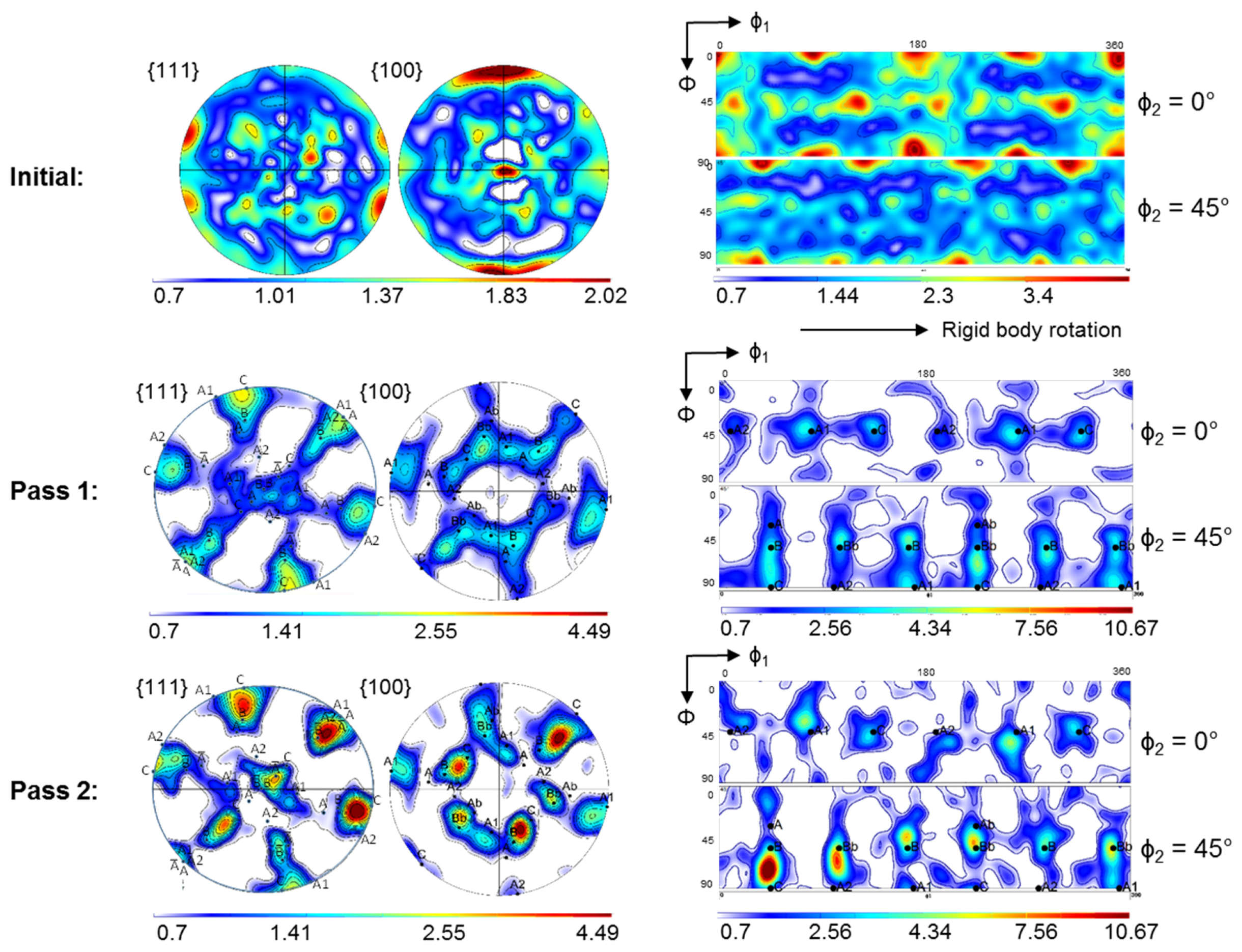
5.1. Texture Evolution
5.2. Effect of Twinning on Texture Evolution
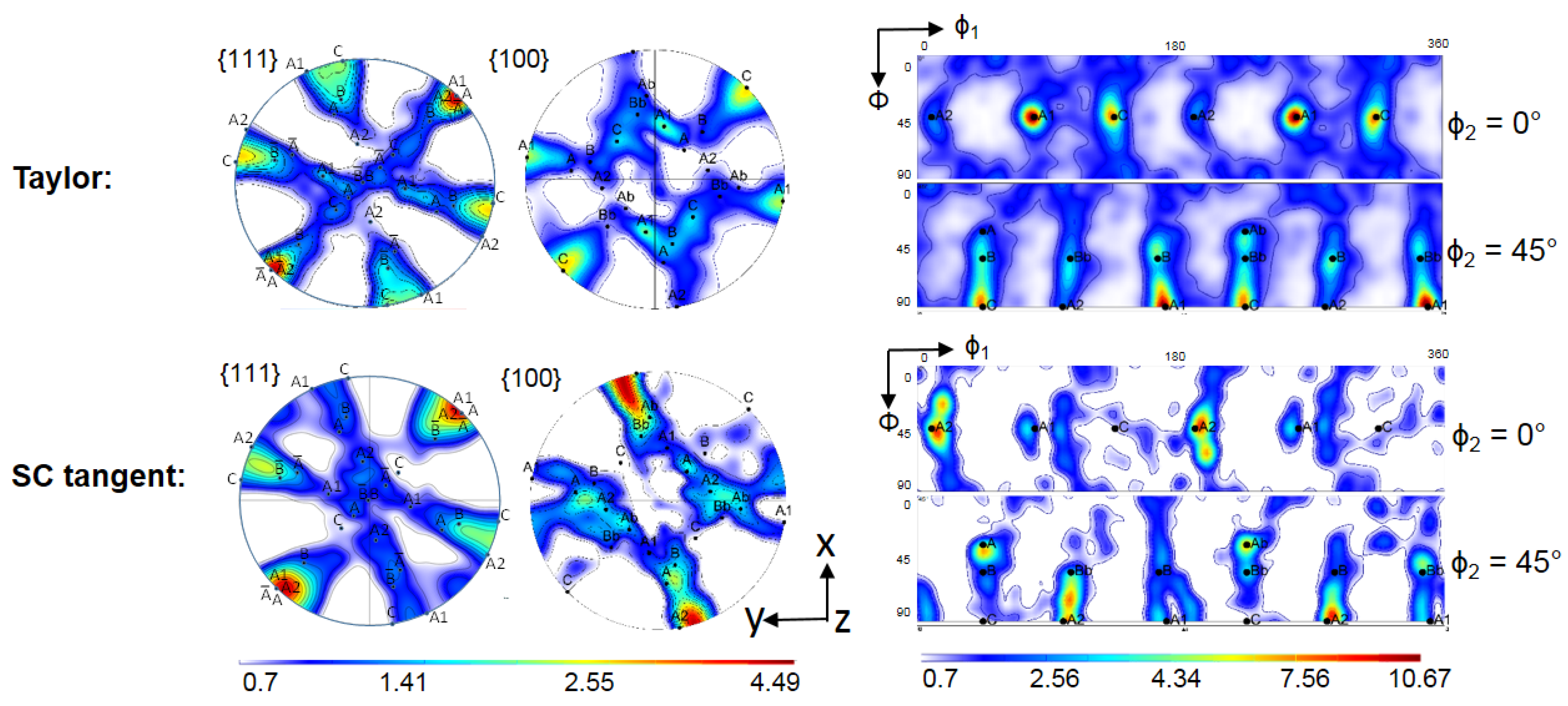
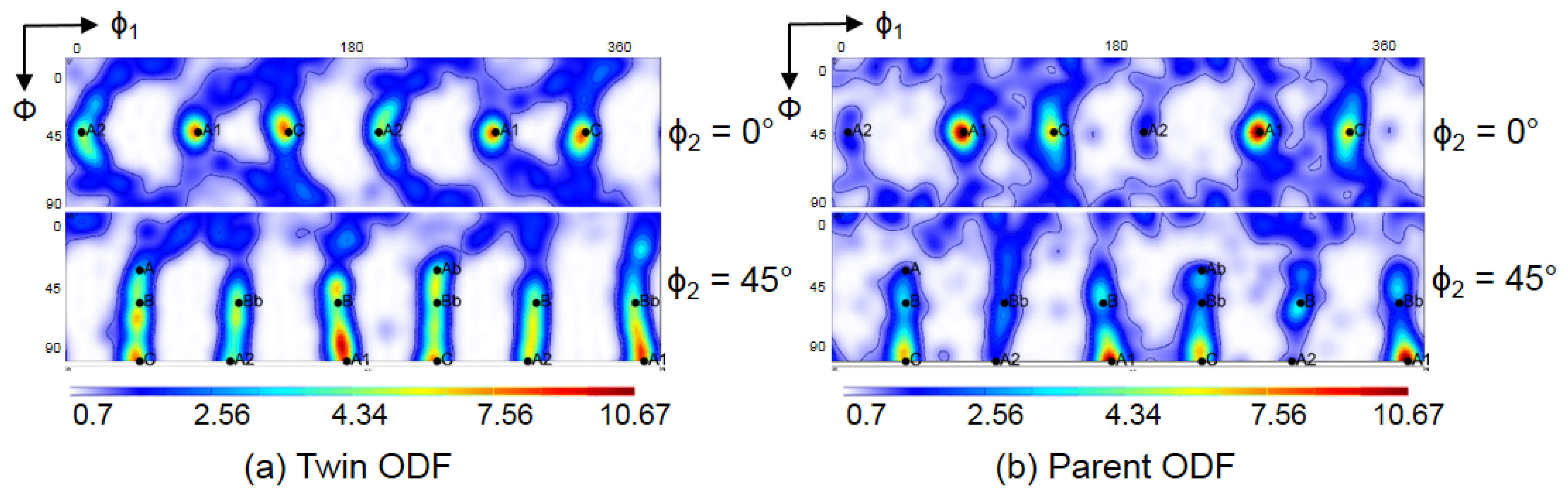
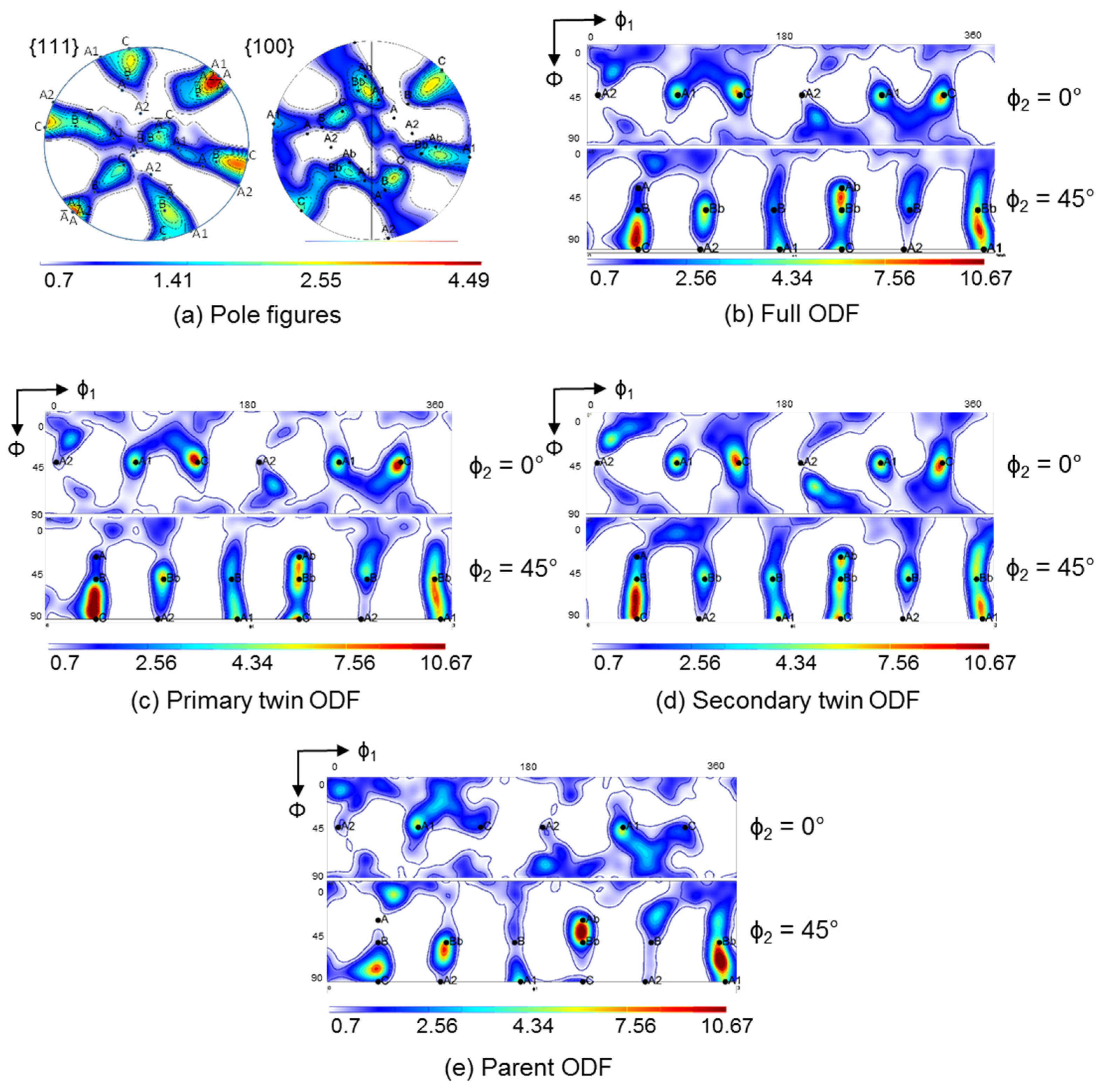
- The A2 texture component is very weak, because it twins into A1, which becomes the strongest texture component after the first ECAP pass and remains strong after the second pass. Due to the high fraction of twinned volume, weakening of the A2 texture component is further facilitated with increasing strain, i.e., the intensity of A2 decreases after the second pass. These findings are in agreement with observations made in a previous study on silver, which has a low SFE and shows severe deformation twinning, deformed by ECAP (four passes, route A) [51].
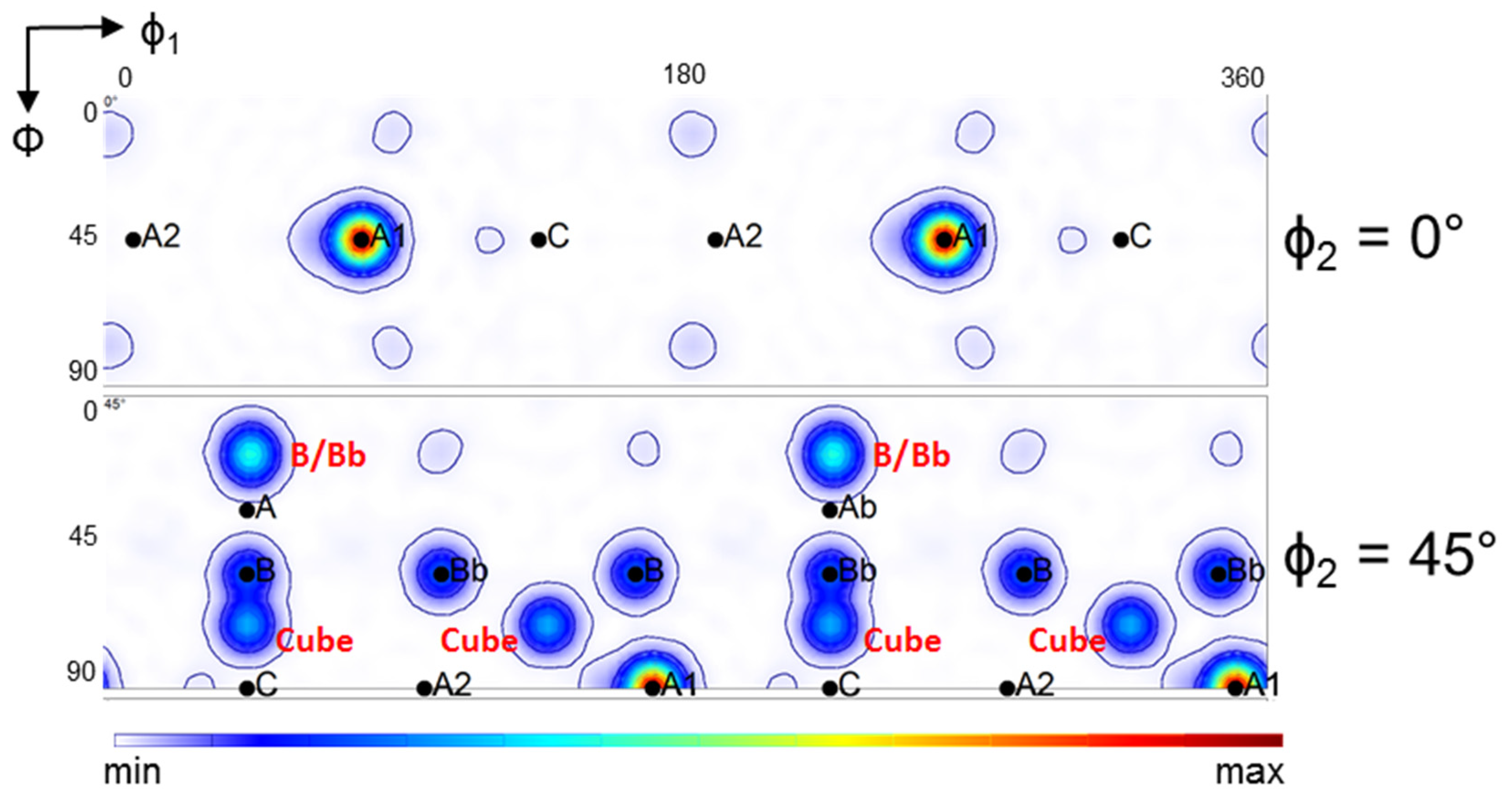
- The B/Bb texture components are relatively strong because they are ideal shear texture components and because they twin into each other. Two new components can be formed by the B/Bb twins (indicated in red in Figure 12), which are not ideal components of simple shear textures. They are present in the experimental texture after the first pass, though they are quite weak. The existence of these components can only be explained with a co-rotation that may take place between the ideal B/Bb parent grain and its embedded twin variant in the new orientation. Such lattice co-rotation would require the same slip system activity in the twin as in the parent grain, which is unlikely, as there are more slip systems active in those new positions than in the ideal B/Bb orientations (see in Ref. [59]). Therefore, the two observed slight components are probably only temporary variations of the texture intensity.
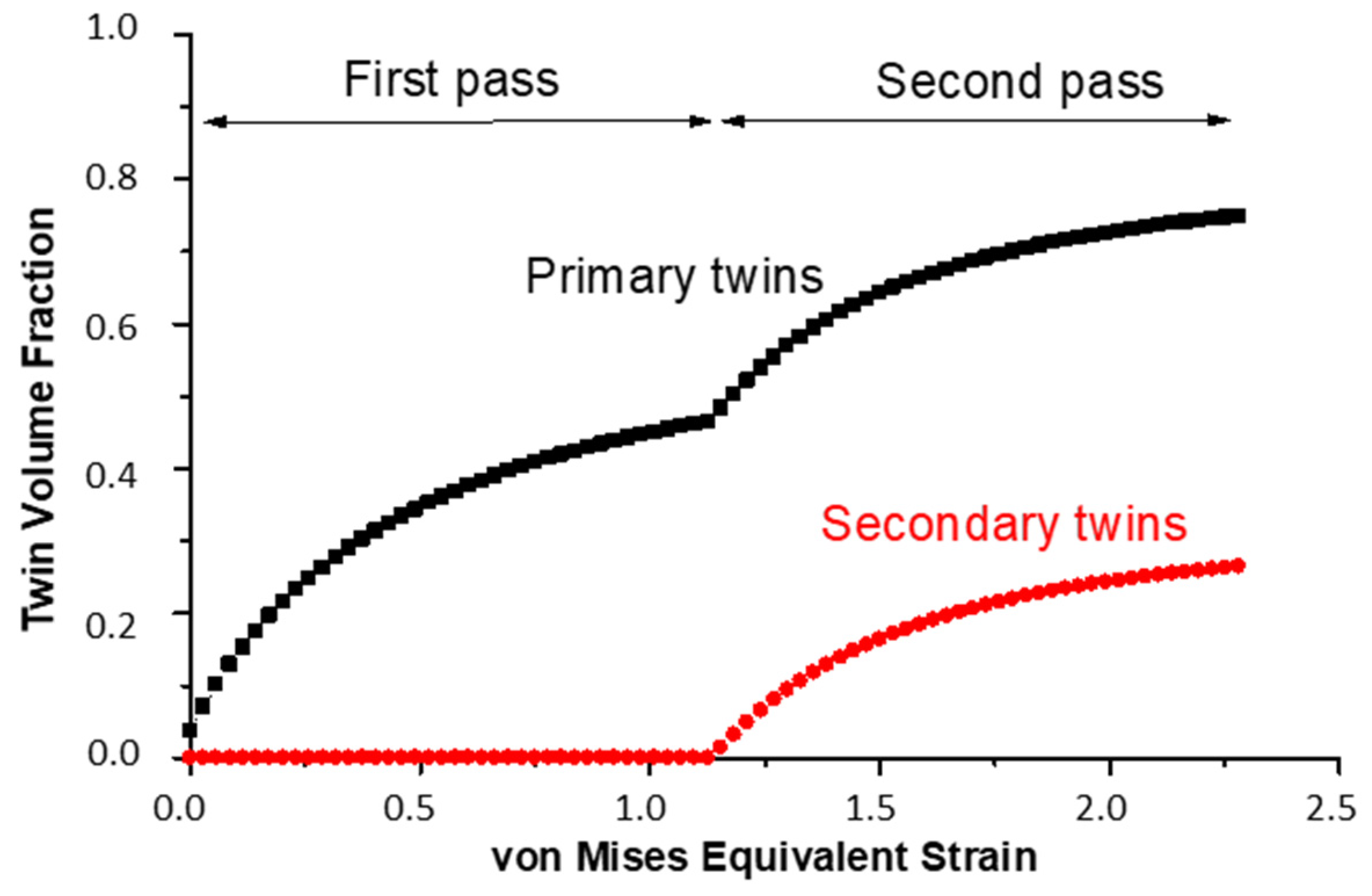
- Primary twins can increase the strengths of all ideal shear-texture components in the first pass (see Figure 7a), because they rotate out of their twinning positions during large strain (Figure 11). The twins can finally reach an ideal position by their own slip activity. This effect can be seen as the reason for the strengthening of the A, B, Ab, and Bb texture components, which were comparatively weak in the simulated parent ODF, but present in the twin-ODF and in the experimental ODF.
- Cube-oriented grains, which dominated the initial hot-rolled texture, twin heavily and can be responsible for the high ODF intensities between the C-B and C-Bb orientations in the first pass. In the second pass, only the orientations between C and B remain strong. The latter is due to the sample rotation between the first and second ECAP pass in Route BC, which destroys the two-fold symmetry of the texture and impedes the formation of the texture component between C and Bb.
6. Conclusions
- The new volume transfer scheme was proven to be a robust approach for quantitative modeling of the effect of mechanical twinning on the evolution of the crystallographic texture without employing any variant selection criterion;
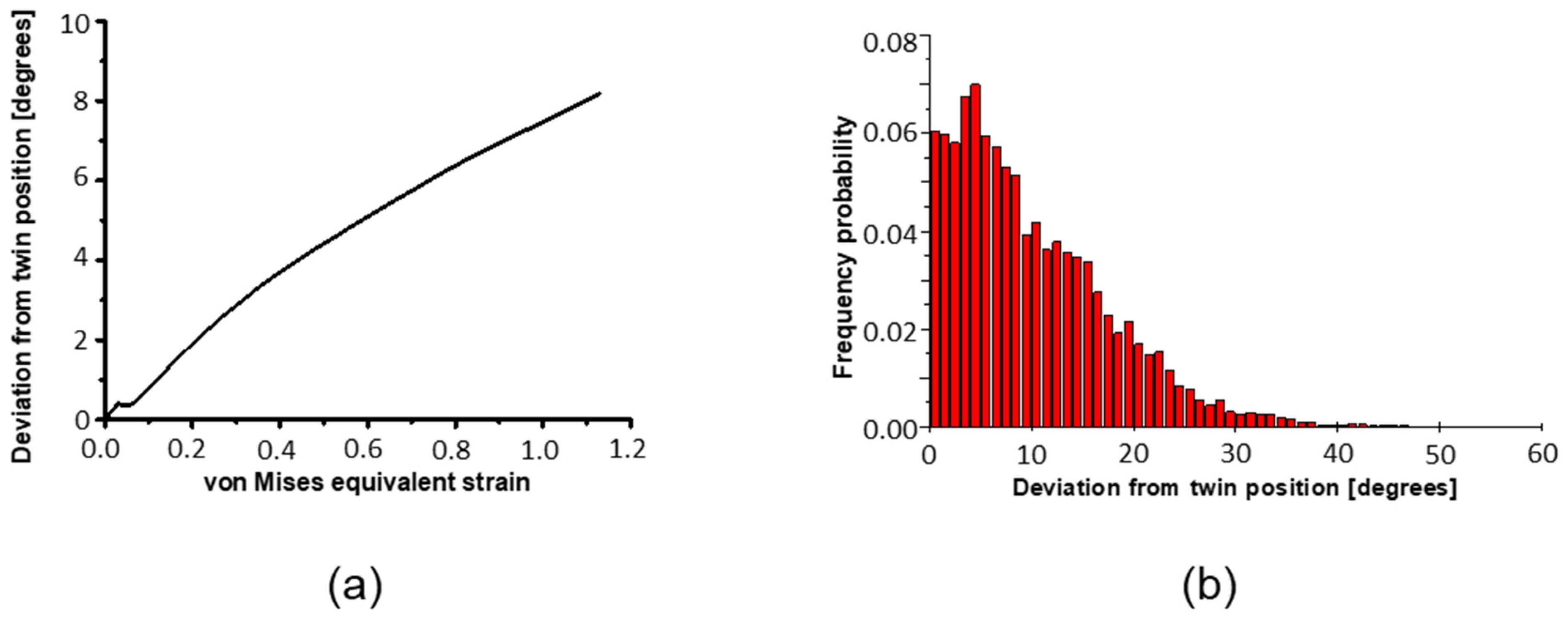
- The twin relation is progressively lost between the twins and their parent grain during large strain, for which it is necessary to control the twin growth and to finally stop after a given disorientation. This mechanism was modeled within the VPSC scheme and led to very good agreement between experimental and simulated textures;
- Both primary and secondary twinning were accounted for in the present simulations and were found to be essential for correct calculation of the crystallographic textures. The A1, B, and Bb texture components after one pass and the orientations between C and B after two passes are directly related to the occurrence of deformation twinning in fcc alloys with low stacking fault energies;
- The plastic deformation of the TWIP steel polycrystal was found to take place under the upper-bound Taylor conditions, i.e., under homogeneous deformation, which is due to the composite nature of the parent-twin structure imposing uniform strain within a grain and is subsequently applied to the whole polycrystal. Therefore, it was proven that self-consistent schemes can be bypassed under the conditions investigated.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Grässel, O.; Frommeyer, G.; Derder, C.; Hofmann, H. Phase Transformations and Mechanical Properties of Fe-Mn-Si-Al TRIP-Steels. J. Phys. IV 1997, 7, 383–388. [Google Scholar] [CrossRef]
- Grässel, O.; Krüger, L.; Frommeyer, G.; Meyer, L.W. High Strength Fe–Mn–(Al, Si) TRIP/TWIP Steels Development—Properties—Application. Int. J. Plast. 2000, 16, 1391–1409. [Google Scholar] [CrossRef]
- Allain, S.; Chateau, J.P.; Bouaziz, O.; Migot, S.; Guelton, N. Correlations Between the Calculated Stacking Fault Energy and the Plasticity Mechanisms in Fe–Mn–C Alloys. Mater. Sci. Eng. A 2004, 387–389, 158–162. [Google Scholar] [CrossRef]
- Bouaziz, O.; Allain, S.; Scott, C. Effect of Grain and Twin Boundaries on the Hardening Mechanisms of Twinning-Induced Plasticity Steels. Scr. Mater. 2008, 58, 484–487. [Google Scholar] [CrossRef]
- Bouaziz, O.; Allain, S.; Scott, C.P.; Cugy, P.; Barbier, D. High Manganese Austenitic Twinning Induced Plasticity Steels: A Review of the Microstructure Properties Relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- Vercammen, S.; Blanpain, B.; De Cooman, B.C.; Wollants, P. Cold Rolling Behaviour of an Austenitic Fe–30Mn–3Al–3Si TWIP-Steel: The Importance of Deformation Twinning. Acta Mater. 2004, 52, 2005–2012. [Google Scholar] [CrossRef]
- Bracke, L.; Verbeken, K.; Kestens, L.; Penning, J. Microstructure and Texture Evolution During Cold Rolling and Annealing of a High Mn TWIP Steel. Acta Mater. 2009, 57, 1512–1524. [Google Scholar] [CrossRef]
- Lü, Y.; Molodov, D.A.; Gottstein, G. Correlation Between Microstructure and Texture Development in a Cold-Rolled TWIP Steel. ISIJ Int. 2011, 51, 812–817. [Google Scholar] [CrossRef]
- Saleh, A.A.; Pereloma, E.V.; Gazder, A.A. Texture Evolution of Cold Rolled and Annealed Fe–24Mn–3Al–2Si–1Ni–0.06C TWIP Steel. Mater. Sci. Eng. A 2011, 528, 4537–4549. [Google Scholar] [CrossRef]
- Haase, C.; Chowdhury, S.G.; Barrales-Mora, L.A.; Molodov, D.A.; Gottstein, G. On the Relation of Microstructure and Texture Evolution in an Austenitic Fe-28Mn-0.28C TWIP Steel During Cold Rolling. Metall. Mater. Trans. A 2013, 44, 911–922. [Google Scholar] [CrossRef]
- Haase, C.; Barrales-Mora, L.A.; Roters, F.; Molodov, D.A.; Gottstein, G. Applying the Texture Analysis for Optimizing Thermomechanical Treatment of High Manganese Twinning-Induced Plasticity Steel. Acta Mater. 2014, 80, 327–340. [Google Scholar] [CrossRef]
- Saleh, A.A.; Haase, C.; Pereloma, E.V.; Molodov, D.A.; Gazder, A.A. On the Evolution and Modelling of Brass-Type Texture in Cold-Rolled Twinning-Induced Plasticity Steel. Acta Mater. 2014, 70, 259–271. [Google Scholar] [CrossRef]
- Yanushkevich, Z.; Belyakov, A.; Haase, C.; Molodov, D.A.; Kaibyshev, R. Structural/textural changes and strengthening of an advanced high-Mn steel subjected to cold rolling. Mater. Sci. Eng. A 2016, 651, 763–773. [Google Scholar] [CrossRef]
- Lü, Y.; Hutchinson, B.; Molodov, D.A.; Gottstein, G. Effect of Deformation and Annealing on the Formation and Reversion of ε-Martensite in an Fe–Mn–C Alloy. Acta Mater. 2010, 58, 3079–3090. [Google Scholar] [CrossRef]
- Lü, Y.; Molodov, D.A.; Gottstein, G. Recrystallization Kinetics and Microstructure Evolution During Annealing of a Cold-Rolled Fe–Mn–C Alloy. Acta Mater. 2011, 59, 3229–3243. [Google Scholar] [CrossRef]
- Haase, C.; Barrales-Mora, L.A.; Molodov, D.A.; Gottstein, G. Texture Evolution of a Cold-Rolled Fe-28Mn-0.28C TWIP Steel During Recrystallization. Mater. Sci. Forum 2013, 753, 213–216. [Google Scholar] [CrossRef]
- Haase, C.; Kühbach, M.; Barrales Mora, L.A.; Wong, S.L.; Roters, F.; Molodov, D.A.; Gottstein, G. Recrystallization Behavior of a High-Manganese Steel: Experiments and Simulations. Acta Mater. 2015, 100, 155–168. [Google Scholar] [CrossRef]
- Barbier, D.; Gey, N.; Allain, S.; Bozzolo, N.; Humbert, M. Analysis of the tensile behavior of a TWIP steel based on the texture and microstructure evolutions. Mater. Sci. Eng. A 2009, 500, 196–206. [Google Scholar] [CrossRef]
- Saleh, A.A.; Pereloma, E.V.; Gazder, A.A. Microstructure and Texture Evolution in a Twinning-Induced-Plasticity Steel During Uniaxial Tension. Acta Mater. 2013, 61, 2671–2691. [Google Scholar] [CrossRef]
- Daamen, M.; Haase, C.; Dierdorf, J.; Molodov, D.A.; Hirt, G. Twin-roll strip casting: A competitive alternative for the production of high-manganese steels with advanced mechanical properties. Mater. Sci. Eng. A 2015, 627, 72–81. [Google Scholar] [CrossRef]
- Haase, C.; Zehnder, C.; Ingendahl, T.; Bikar, A.; Tang, F.; Hallstedt, B.; Hu, W.; Bleck, W.; Molodov, D.A. On the deformation behavior of κ-carbide-free and κ-carbide-containing high-Mn light-weight steel. Acta Mater. 2017, 122, 332–343. [Google Scholar] [CrossRef]
- Bagherpour, E.; Reihanian, M.; Ebrahimi, R. On the Capability of Severe Plastic Deformation of Twining Induced Plasticity (TWIP) Steel. Mater. Des. 2012, 36, 391–395. [Google Scholar] [CrossRef]
- Matoso, M.S.; Figueiredo, R.B.; Kawasaki, M.; Santos, D.B.; Langdon, T.G. Processing a Twinning-Induced Plasticity Steel by High-Pressure Torsion. Scr. Mater. 2012, 67, 649–652. [Google Scholar] [CrossRef]
- Wang, H.T.; Tao, N.R.; Lu, K. Strengthening an Austenitic Fe–Mn Steel Using Nanotwinned Austenitic Grains. Acta Mater. 2012, 60, 4027–4040. [Google Scholar] [CrossRef]
- Timokhina, I.B.; Medvedev, A.; Lapovok, R. Severe Plastic Deformation of a TWIP Steel. Mater. Sci. Eng. A 2014, 593, 163–169. [Google Scholar] [CrossRef]
- Haase, C.; Kremer, O.; Hu, W.; Ingendahl, T.; Lapovok, R.; Molodov, D.A. Equal-channel angular pressing and annealing of a twinning-induced plasticity steel: Microstructure, texture, and mechanical properties. Acta Mater. 2016, 107, 239–253. [Google Scholar] [CrossRef]
- Suwas, S.; Tóth, L.S.; Fundenberger, J.-J.; Eberhardt, A.; Skrotzki, W. Evolution of Crystallographic Texture During Equal Channel Angular Extrusion of Silver. Scr. Mater. 2003, 49, 1203–1208. [Google Scholar] [CrossRef]
- Suwas, S.; Tóth, L.S.; Fundenberger, J.-J.; Grosdidier, T.; Skrotzki, W. Texture Evolution in FCC Metals during Equal Channel Angular Extrusion (ECAE) as a Function of Stacking Fault Energy. Soild State Phenom. 2005, 105, 345–350. [Google Scholar] [CrossRef]
- Lapovok, R.; Tóth, L.S.; Molinari, A.; Estrin, Y. Strain localisation patterns under equal-channel angular pressing. J. Mech. Phys. Solids 2009, 57, 122–136. [Google Scholar] [CrossRef]
- Houtte, P.V. Simulation of the rolling and shear texture of brass by the Taylor theory adapted for mechanical twinning. Acta Metall. 1978, 26, 591–604. [Google Scholar] [CrossRef]
- Tomé, C.N.; Lebensohn, R.A.; Kocks, U.F. A Model for Texture Development Dominated by Deformation Twinning: Application to Zirconium Alloys. Acta Metall. Mater. 1991, 39, 2667–2680. [Google Scholar] [CrossRef]
- Lebensohn, R.A.; Tomé, C.N. A Self-Consistent Viscoplastic Model: Prediction of Rolling Textures of Anisotropic Polycrystals. Mater. Sci. Eng. A 1994, 175, 71–82. [Google Scholar] [CrossRef]
- Kalidindi, S.R. Incorporation of Deformation Twinning in Crystal Plasticity Models. J. Mech. Phys. Solids 1998, 46, 267–290. [Google Scholar] [CrossRef]
- Gu, C.F.; Toth, L.S.; Zhang, Y.D.; Hoffman, M. Unexpected brass-type texture in rolling of ultrafine-grained copper. Scr. Mater. 2014, 92, 51–54. [Google Scholar] [CrossRef]
- Gu, C.F.; Hoffman, M.; Toth, L.S.; Zhang, Y.D. Grain size dependent texture evolution in severely rolled pure copper. Mater. Charact. 2015, 101, 180–188. [Google Scholar] [CrossRef]
- Gu, C.F.; Toth, L.S.; Hoffman, M. Twinning effects in a polycrystalline magnesium alloy under cyclic deformation. Acta Mater. 2014, 62, 212–224. [Google Scholar] [CrossRef]
- Prakash, A.; Hochrainer, T.; Reisacher, E.; Riedel, H. Twinning Models in Self-Consistent Texture Simulations of TWIP Steels. Steel Res. Int. 2008, 79, 645–652. [Google Scholar] [CrossRef]
- Molinari, A.; Tóth, L.S. Tuning a self consistent viscoplastic model by finite element results—I. Modeling. Acta Metall. Mater. 1994, 42, 2453–2458. [Google Scholar] [CrossRef]
- Tóth, L.S.; Molinari, A. Tuning a self consistent viscoplastic model by finite element results—II. Application to torsion textures. Acta Metall. Mater. 1994, 42, 2459–2466. [Google Scholar] [CrossRef]
- Saeed-Akbari, A.; Mosecker, L.; Schwedt, A.; Bleck, W. Characterization and Prediction of Flow Behavior in High-Manganese Twinning Induced Plasticity Steels: Part I. Mechanism Maps and Work-Hardening Behavior. Metall. Mater. Trans. A 2011, 43, 1688–1704. [Google Scholar] [CrossRef]
- Lapovok, R.; Tomus, D.; Muddle, B. Low-Temperature Compaction of Ti–6Al–4V Powder Using Equal Channel Angular Extrusion with Back Pressure. Mater. Sci. Eng. A 2008, 490, 171–180. [Google Scholar] [CrossRef]
- Haase, C.; Lapovok, R.; Ng, H.P.; Estrin, Y. Production of Ti–6Al–4V billet through compaction of blended elemental powders by equal-channel angular pressing. Mater. Sci. Eng. A 2012, 550, 263–272. [Google Scholar] [CrossRef]
- Fundenberger, J.-J.; Beausir, B. Université de Lorraine—Metz, 2015, JTEX—Software for Texture Analysis. Available online: http://jtex-software.eu/ (accessed on 8 May 2018).
- Toth, L.S.; Gilormini, P.; Jonas, J.J. Effect of rate sensitivity on the stability of torsion textures. Acta Metall. 1988, 36, 3077–3091. [Google Scholar] [CrossRef]
- Tóth, L.S.; Arruffat Massion, R.; Germain, L.; Baik, S.C.; Suwas, S. Analysis of Texture Evolution in Equal Channel Angular Extrusion of Copper Using a New Flow Field. Acta Mater. 2004, 52, 1885–1898. [Google Scholar] [CrossRef]
- Haase, C. Texture and Microstructure Evolution during Deformation and Annealing of High-Manganese TWIP Steels. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 2016. [Google Scholar]
- Leffers, T. The Brass-Type Texture Once Again. In Texture of Materials. Proceedings of the 11th International Conference on Textures of Materials; Chu, Y., Ed.; International Academic Publishers: Beijing, China, 1996; Volume 1, pp. 299–306. [Google Scholar]
- Leffers, T.; Bilde-Sørensen, J.B. Intra- and Intergranular Heterogeneities in the Plastic Deformation of Brass During Rolling. Acta Metall. Mater. 1990, 38, 1917–1926. [Google Scholar] [CrossRef]
- Hutchinson, J.W. Bounds and Self-Consistent Estimates for Creep of Polycrystalline Materials. Proc. R. Soc. 1976, 348, 101–127. [Google Scholar] [CrossRef]
- Tóth, L.S.; Estrin, Y.; Lapovok, R.; Gu, C. A model of grain fragmentation based on lattice curvature. Acta Mater. 2010, 58, 1782–1794. [Google Scholar] [CrossRef]
- Beyerlein, I.J.; Tóth, L.S.; Tomé, C.N.; Suwas, S. Role of Twinning on Texture Evolution of Silver During Equal Channel Angular Extrusion. Philos. Mag. 2007, 87, 885–906. [Google Scholar] [CrossRef]
- Steinmetz, D.R.; Jäpel, T.; Wietbrock, B.; Eisenlohr, P.; Gutierrez-Urrutia, I.; Saeed–Akbari, A.; Hickel, T.; Roters, F.; Raabe, D. Revealing the Strain-Hardening Behavior of Twinning-Induced Plasticity Steels: Theory, Simulations, Experiments. Acta Mater. 2013, 61, 494–510. [Google Scholar] [CrossRef]
- Gutierrez-Urrutia, I.; Raabe, D. Dislocation and twin substructure evolution during strain hardening of an Fe–22wt.% Mn–0.6wt.% C TWIP steel observed by electron channeling contrast imaging. Acta Mater. 2011, 59, 6449–6462. [Google Scholar] [CrossRef]
- Kusakin, P.; Belyakov, A.; Haase, C.; Kaibyshev, R.; Molodov, D.A. Microstructure Evolution and Strengthening Mechanisms of Fe–23Mn–0.3C–1.5Al TWIP Steel During Cold Rolling. Mater. Sci. Eng. A 2014, 617, 52–60. [Google Scholar] [CrossRef]
- Berrenberg, F.; Wang, J.; Timokhina, I.; Haase, C.; Lapovok, R.; Molodov, D.A. Influence of rolling asymmetry on the microstructure, texture and mechanical behavior of high-manganese twinning-induced plasticity steel. Mater. Sci. Eng. A 2018, 709, 172–180. [Google Scholar] [CrossRef]
- Wang, L.; Benito, J.A.; Calvo, J.; Cabrera, J.M. Twin-Induced Plasticity of an ECAP-Processed TWIP Steel. J. Mater. Eng. Perform. 2017, 26, 554–562. [Google Scholar] [CrossRef]
- Kalidindi, S.R.; Bronkhorst, C.A.; Anand, L. Crystallographic texture evolution in bulk deformation processing of FCC metals. J. Mech. Phys. Solids 1992, 40, 537–569. [Google Scholar] [CrossRef]
- Zhou, Y.; Neale, K.W.; Tóth, L.S. A modified model for simulating latent hardening during the plastic deformation of rate-dependent FCC polycrystals. Int. J. Plast. 1993, 9, 961–978. [Google Scholar] [CrossRef]
- Tóth, L.S.; Neale, K.W.; Jonas, J.J. Stress response and persistence characteristics of the ideal orientations of shear textures. Acta Metall. 1989, 37, 2197–2210. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fraction (wt.%) |
|---|---|
| Fe | bal. |
| Mn | 22.46 |
| Al | 1.21 |
| C | 0.325 |
| Si | 0.041 |
| N | 0.015 |
| P | 0.01 |
| Texture Component | φ1 (°) | Φ (°) | φ2 (°) |
|---|---|---|---|
| A1 | 80.26/260.26 | 45 | 0 |
| 170.26/350.26 | 90 | 45 | |
| A2 | 9.74/189.74 | 45 | 0 |
| 99.74/279.74 | 90 | 45 | |
| C | 135/315 | 45 | 0 |
| 45/225 | 90 | 45 | |
| A | 45 | 35.26 | 45 |
| Ab | 225 | 35.26 | 45 |
| B | 45/165/285 | 54.74 | 45 |
| Bb | 105/225/345 | 54.74 | 45 |
| {111}-/A-fiber | {111}<uvw> | ||
| <110>-/B-fiber | {hkl}<110> | ||
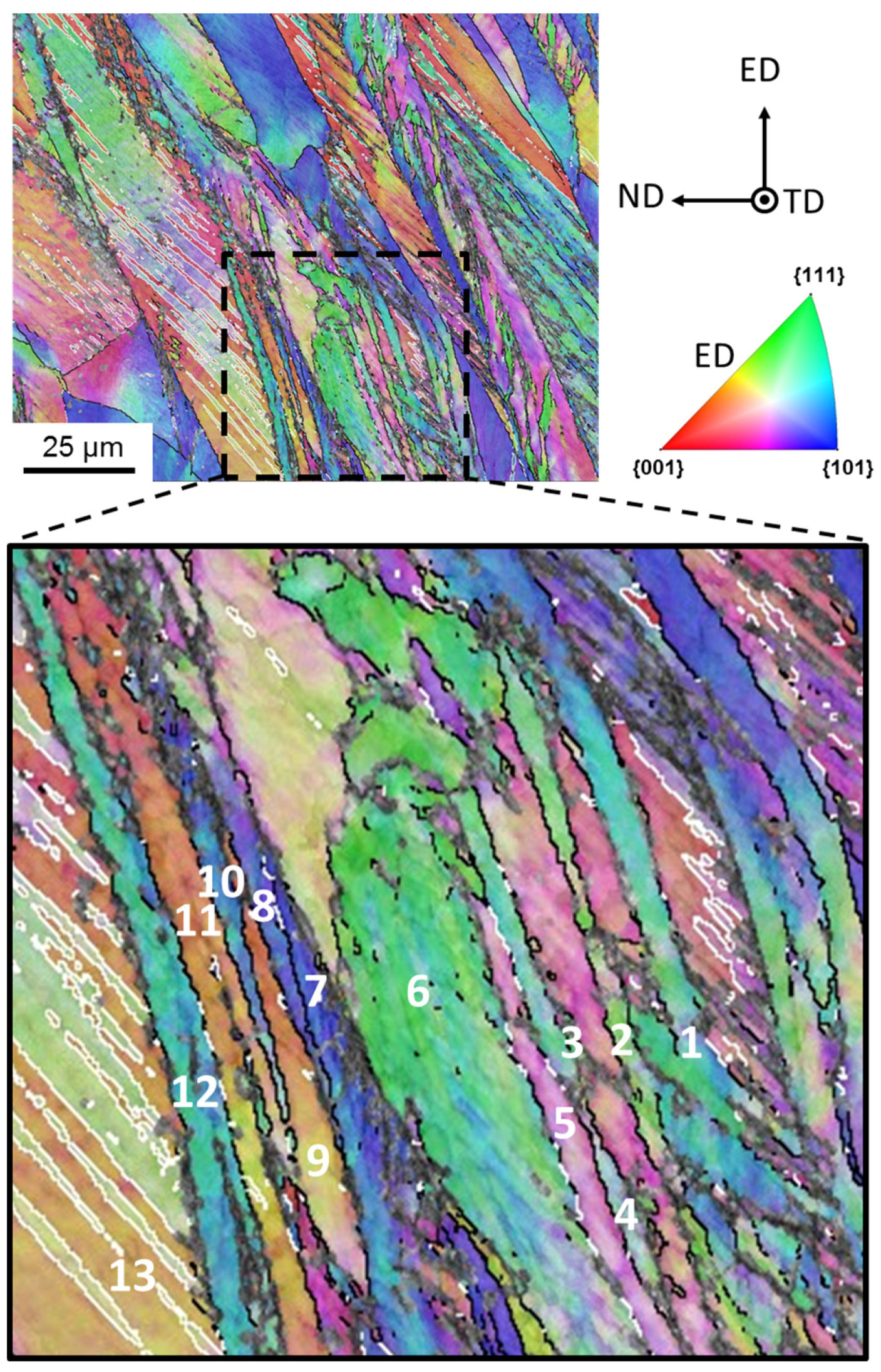
| Grain | Mean φ1 (°) | Mean Φ (°) | Mean φ2 (°) |
|---|---|---|---|
| 1 | 286.45 | 51.28 | 45.76 |
| 2 | 44.5 | 45.35 | 46.73 |
| 3 | 341.6 | 48.14 | 33.77 |
| 4 | 43.81 | 49.17 | 33.91 |
| 5 | 215.52 | 50.33 | 48.11 |
| 6 | 285.1 | 50.8 | 52.95 |
| 7 | 98.82 | 41.62 | 39.14 |
| 8 | 279.32 | 45.41 | 38.32 |
| 9 | 212.38 | 46.61 | 60 |
| 10 | 280.54 | 50.03 | 48.95 |
| 11 | 203.3 | 44.94 | 68.5 |
| 12 | 285.8 | 43.34 | 41.47 |
| 13 | 352.36 | 43.8 | 25.28 |
| Combination | Disorientation and Nearest Rotation Axis | Offset from Nearest Rotation Axis (°) | Deviation from Twinning Position (°) (from 60°<111>) |
|---|---|---|---|
| 1–2 | 19.07°<3-20> | 6.21 | 50 |
| 2–3 | 53.13°<-14-3> | 2.47 | 42.45 |
| 3–4 | 55.07°<423> | 2.57 | 35.54 |
| 4–5 | 56.77°<-2-3-3> | 2.39 | 10.8 |
| 5–6 | 48.29°<443> | 1.87 | 15.6 |
| 6–7 | 50.7°<-1-4-4> | 0.47 | 22.5 |
| 7–8 | 55.98°<24-3> | 1.98 | 18.3 |
| 8–9 | 48.29°<433> | 3.42 | 8.87 |
| 9–10 | 58.03°<-3-2-3> | 3.87 | 10.72 |
| 10–11 | 58.13°<-101> | 4.14 | 28.14 |
| 11–12 | 55.84°<343> | 1.76 | 9.94 |
| 12–13 | 56.81°<-3-4-4> | 2.52 | 9.7 |
| Parameter | Value |
|---|---|
| Slip systems and initial strength, | {111}<110>, 167 MPa |
| Twinning systems and initial strength, | {112}<110>, 167 MPa |
| Hardening rate for mother grain, | 163.5 MPa |
| Hardening rate for primary twin, | 327 MPa |
| Hardening rate for secondary twin, | 489 MPa |
| Saturation stress, | 1650 MPa |
| Strain hardening parameter, a | 0.5 |
| Latent hardening parameters | q1 = 1, q2 = 1.2, q3 = 2, q4 = 1.5 |
| Strain rate sensitivity parameter for slip and twinning, m | 0.166 |
| Interaction coefficient for Tangent VPSC model, α | 0.166 |
| Initial number of grains (mothers + 12 primary twins) | 6500 |
| Initial grain shape axis ratios for twins | 1:5:5 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Toth, L.S.; Haase, C.; Allen, R.; Lapovok, R.; Molodov, D.A.; Cherkaoui, M.; Kadiri, H.E. Modeling the Effect of Primary and Secondary Twinning on Texture Evolution during Severe Plastic Deformation of a Twinning-Induced Plasticity Steel. Materials 2018, 11, 863. https://doi.org/10.3390/ma11050863
Toth LS, Haase C, Allen R, Lapovok R, Molodov DA, Cherkaoui M, Kadiri HE. Modeling the Effect of Primary and Secondary Twinning on Texture Evolution during Severe Plastic Deformation of a Twinning-Induced Plasticity Steel. Materials. 2018; 11(5):863. https://doi.org/10.3390/ma11050863
Chicago/Turabian StyleToth, Laszlo S., Christian Haase, Robert Allen, Rimma Lapovok, Dmitri A. Molodov, Mohammed Cherkaoui, and Haitham El Kadiri. 2018. "Modeling the Effect of Primary and Secondary Twinning on Texture Evolution during Severe Plastic Deformation of a Twinning-Induced Plasticity Steel" Materials 11, no. 5: 863. https://doi.org/10.3390/ma11050863